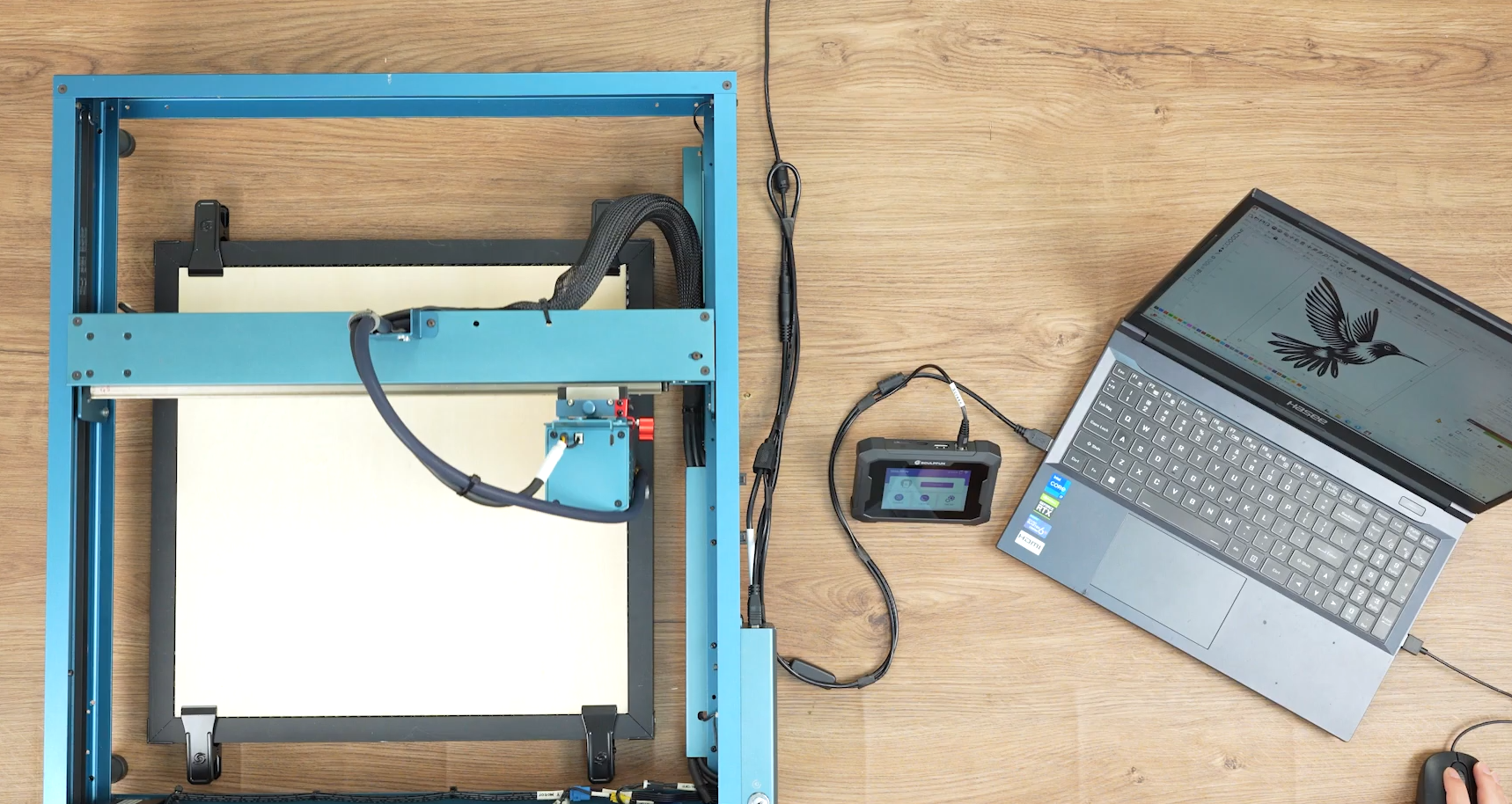
本文档主要介绍Sculpfun Space的功能,以及如何使用Sculpfun Space操作机器。
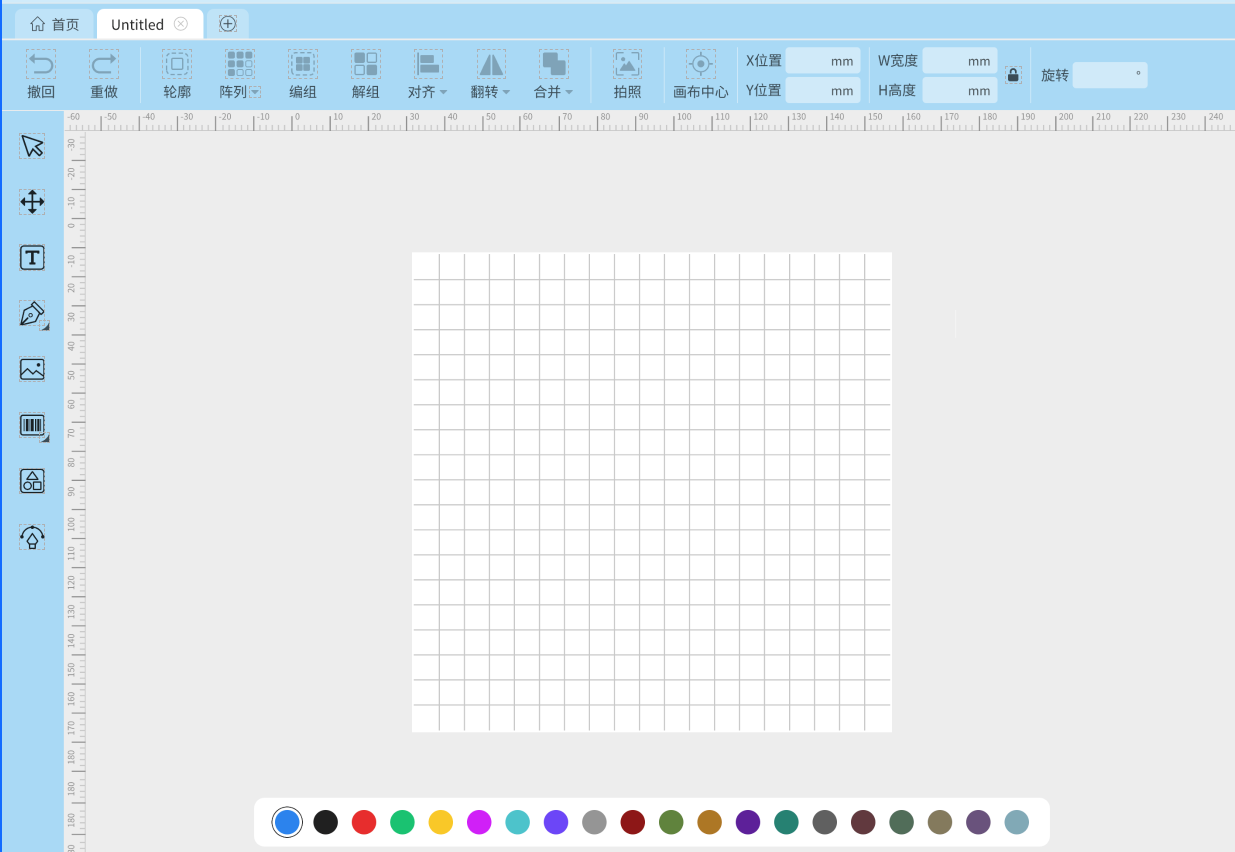
打开软件,点击新建,创建一个新的画布。
图
界面介绍
菜单栏
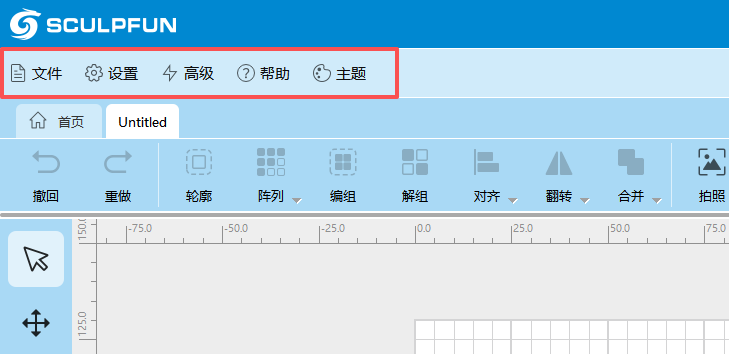
文件:在这里进行文件的保存和打开,可以保存为xspace格式或Gcode格式。
设置:进行机器的通用设置。
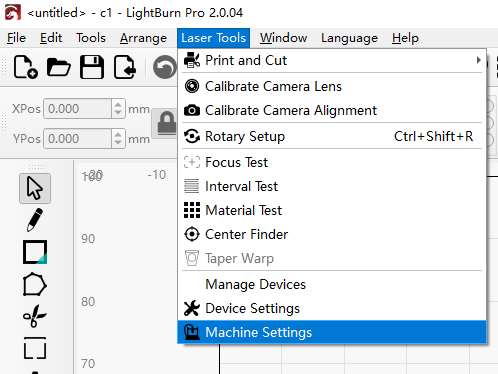
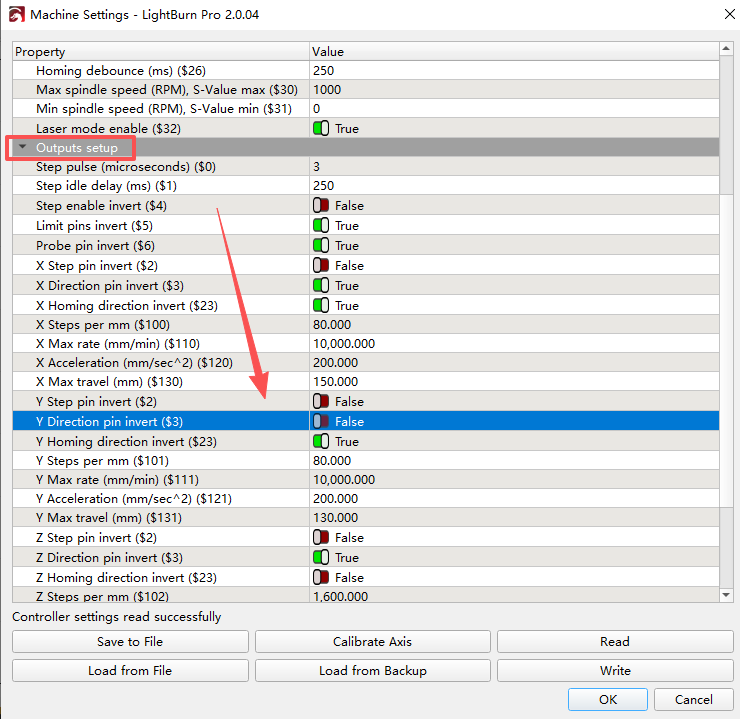
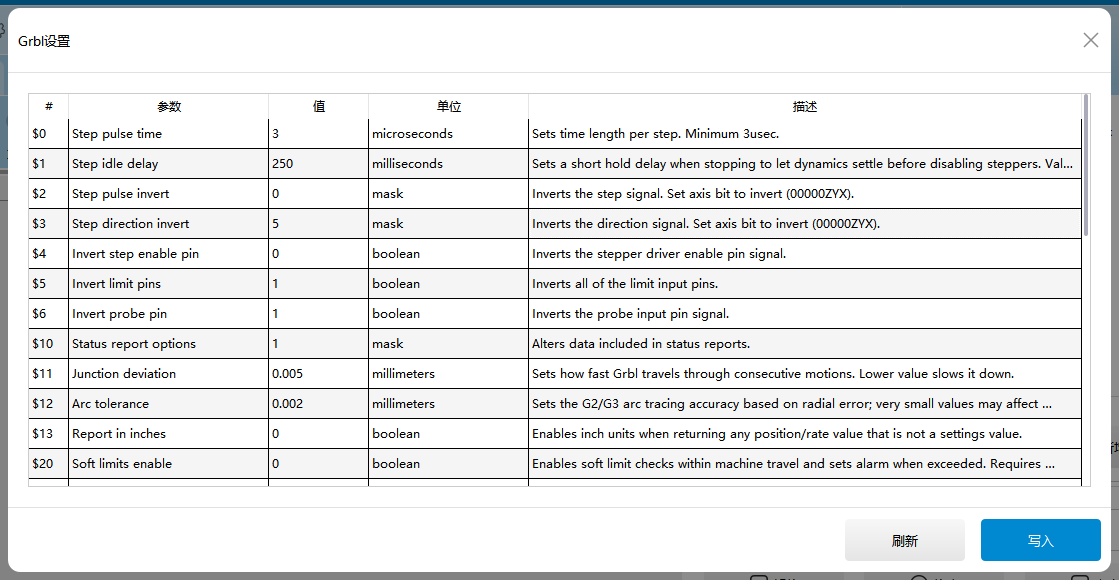
高级:连接机器后进行GRBL设置。
帮助:软件协议相关以及机器使用支持。
主题:可以更换界面颜色
打开设置。

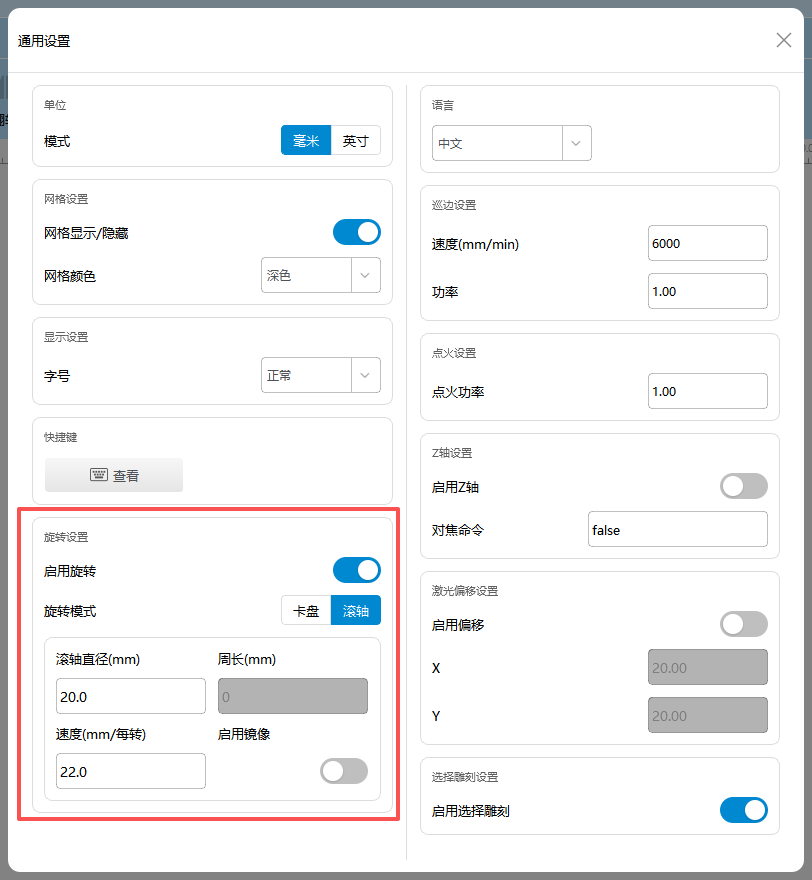
通用设置
单位:根据使用习惯设置为毫米或英寸。
网格设置:调整画布上的网格。
显示设置:可以对界面文字大小进行设置。
快捷键:在此处查看快捷键功能。
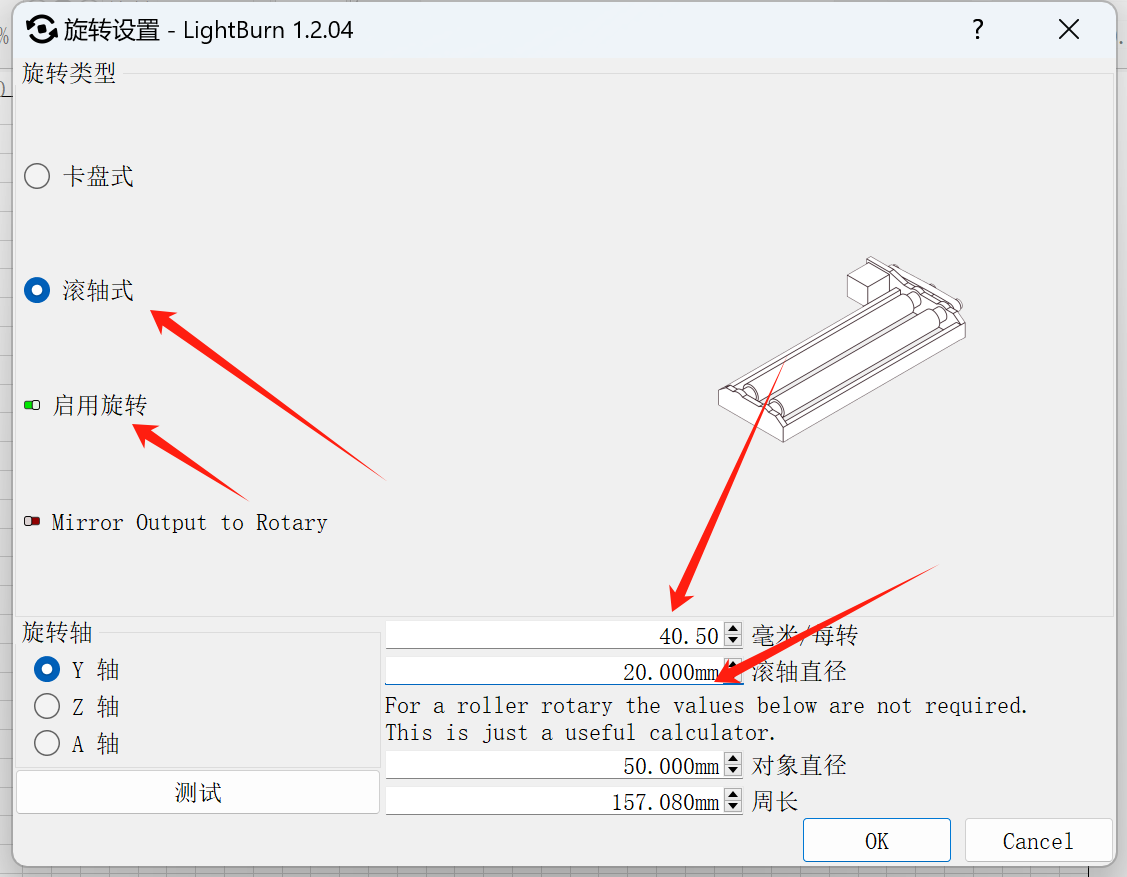
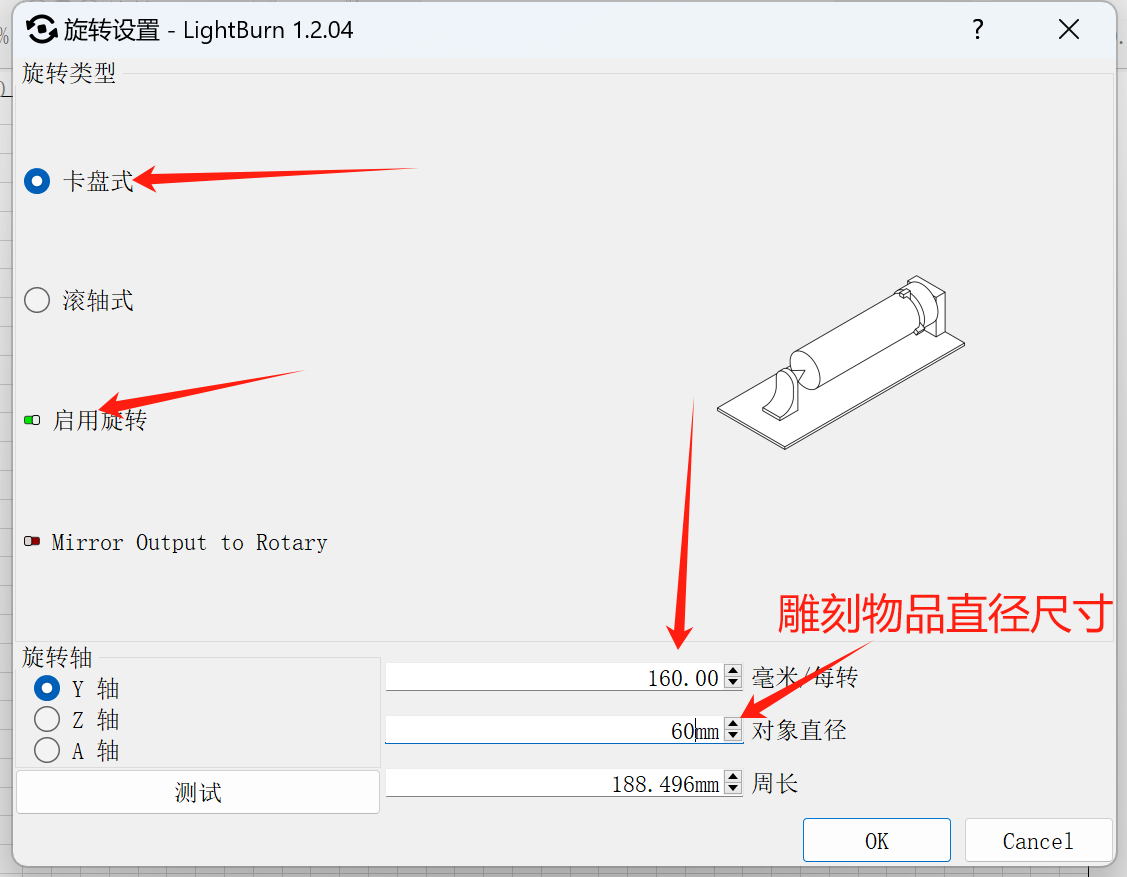
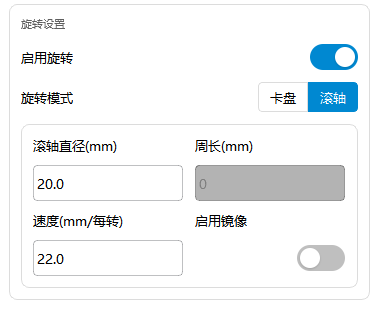
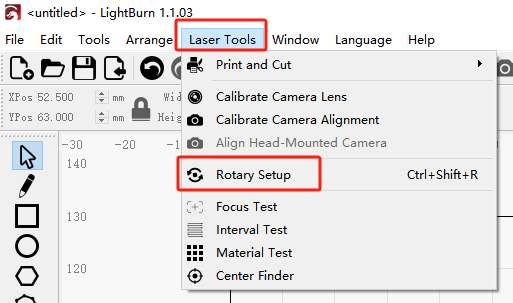
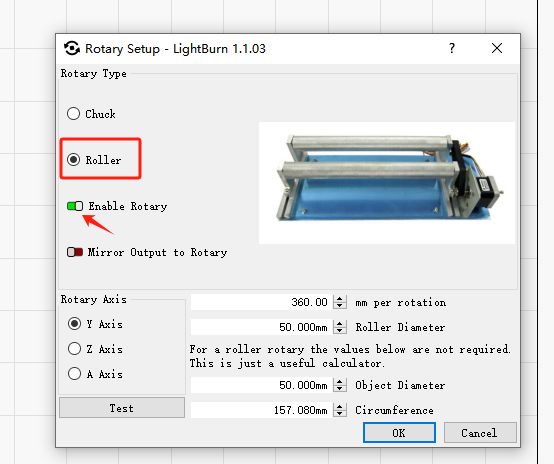
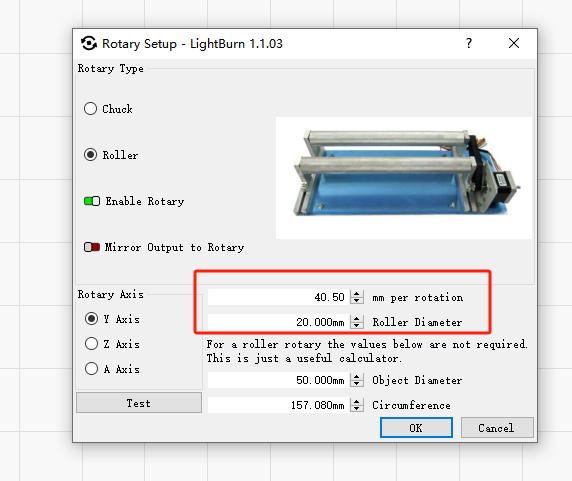
旋转设置:当需要使用滚轴/卡盘配件时,需要进行设置。
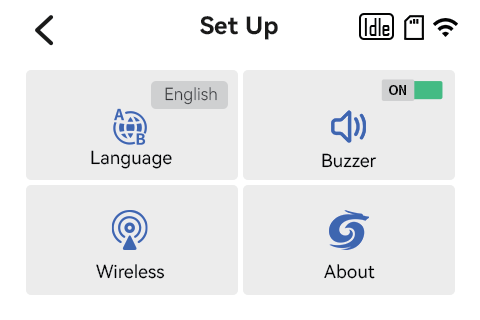
语言:设置语言,默认为英文。
巡边设置:设置边框预览时的速度和功率,默认为1000mm/min、1%。
点火设置:设置点火时的功率,默认为1%。
Z轴设置:当机器配备Z轴模块时,可在此启用Z轴。
激光偏移设置:建议搭配激光辅助定位功能使用。可以将激光工作位置偏移至设置的指定数值(通常偏移至辅助定位激光处)。
选择雕刻设置:开启时,仅会雕刻选择的图形/层。
工具栏

撤回:撤销上一步操作,恢复到之前的状态。
重做:恢复撤销的操作,回到撤销前的状态。
轮廓:对图形进行偏移,生成一个选中图形偏移X距离的轮廓。
阵列:对选中对象按行、列或环形方式进行复制排列。
编组:将多个选中的对象组合成一个整体,方便统一操作。
解组:将编组的对象拆分为独立的个体,恢复各自可单独编辑的状态。
对齐:提供多种对齐方式(左对齐,水平对齐等),用于精确排列图形位置。
翻转:将选中对象进行水平或垂直翻转。
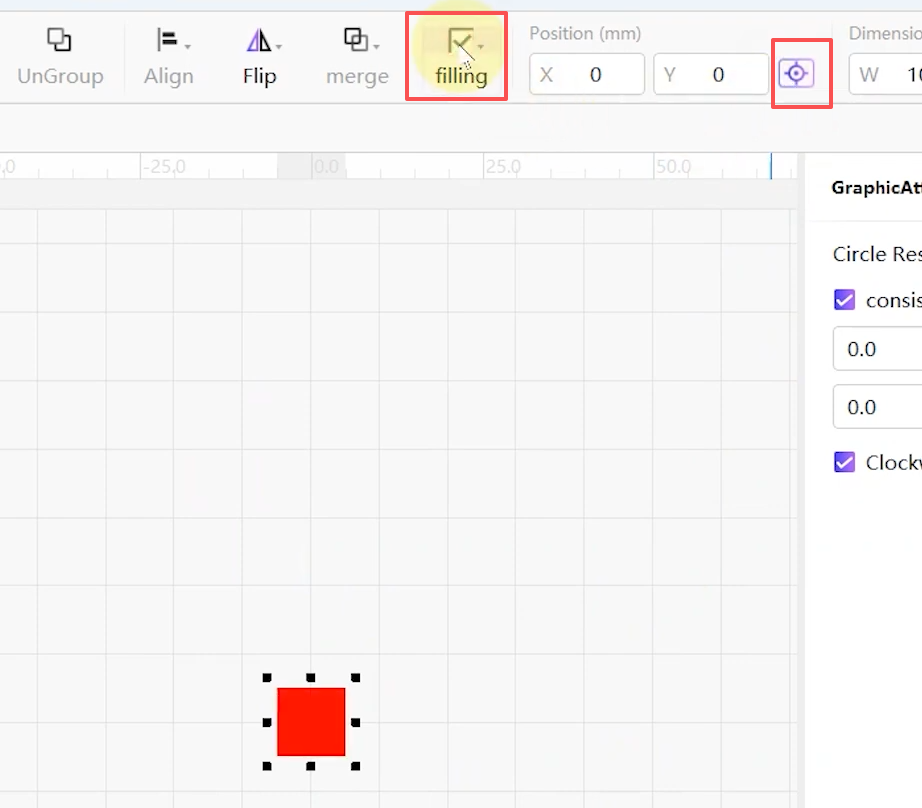
合并:将多个图形合并成一个单一的图形。合并方式有并集、交集、差集。
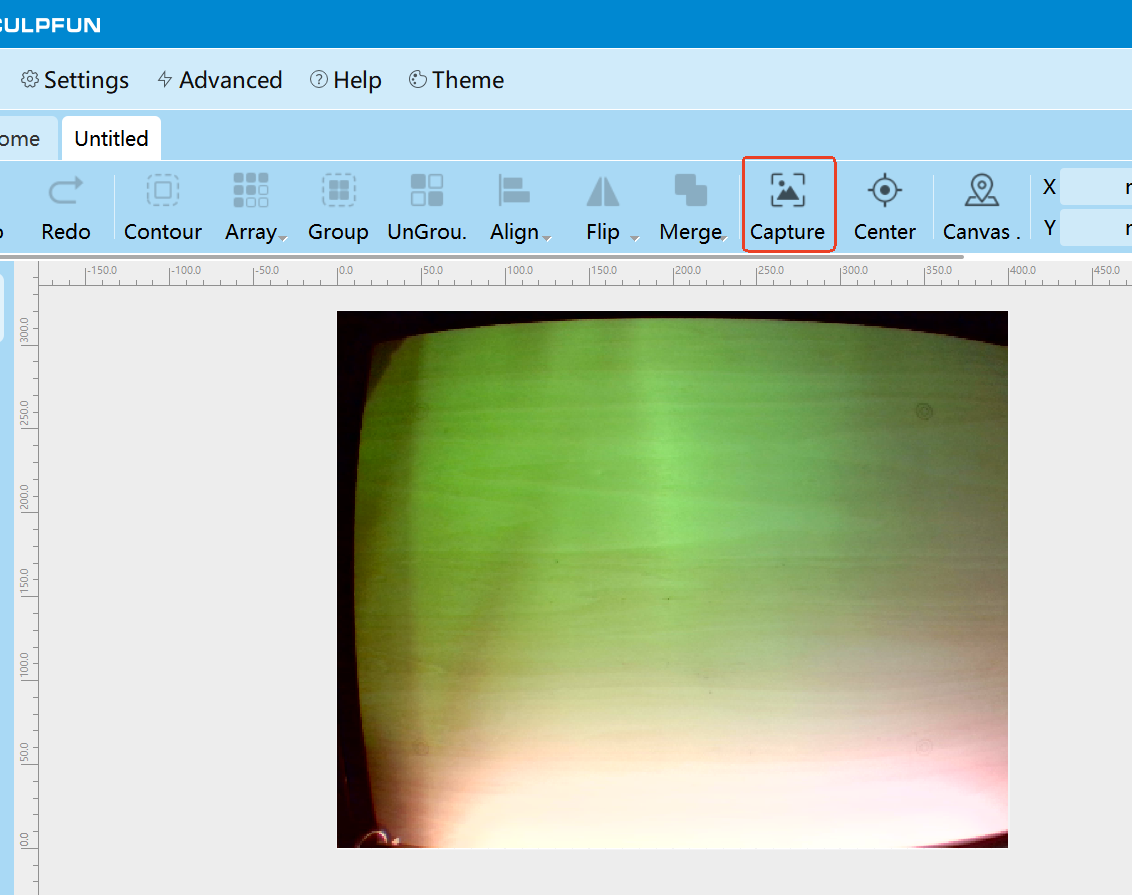
捕获:捕获相机(如有)的图像,导入当前画布中。
中心(居中):将选中对象移动至画布的正中心位置。
画布中心:将画布视图移动至页面的正中心位置。
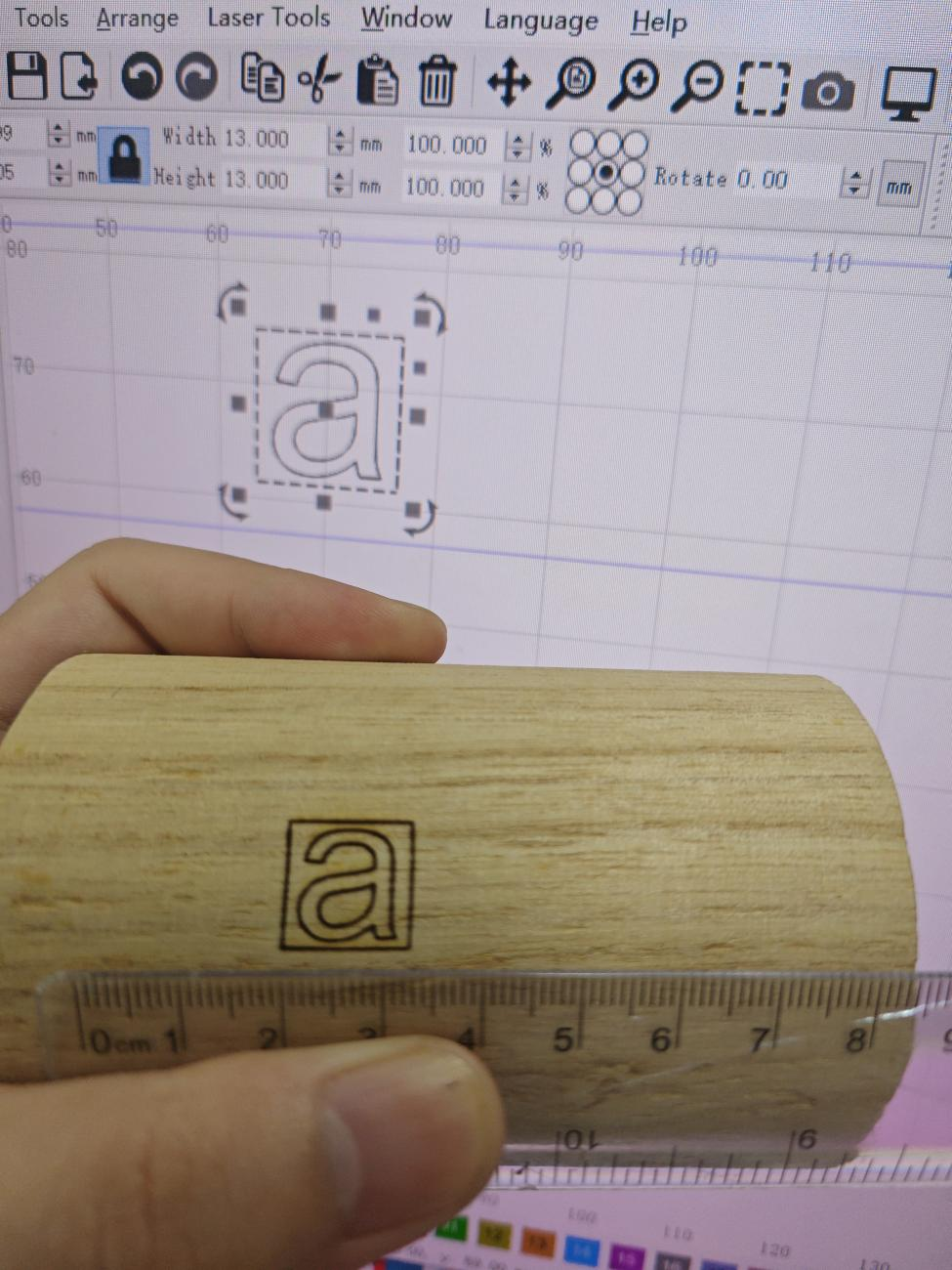
位置:精确设置选中对象在画布上的X、Y坐标,实现精确定位。
尺寸:精确调整选中对象的宽度和高度,锁定可以保持宽高比不变。
旋转:精确设置选中对象的旋转角度。
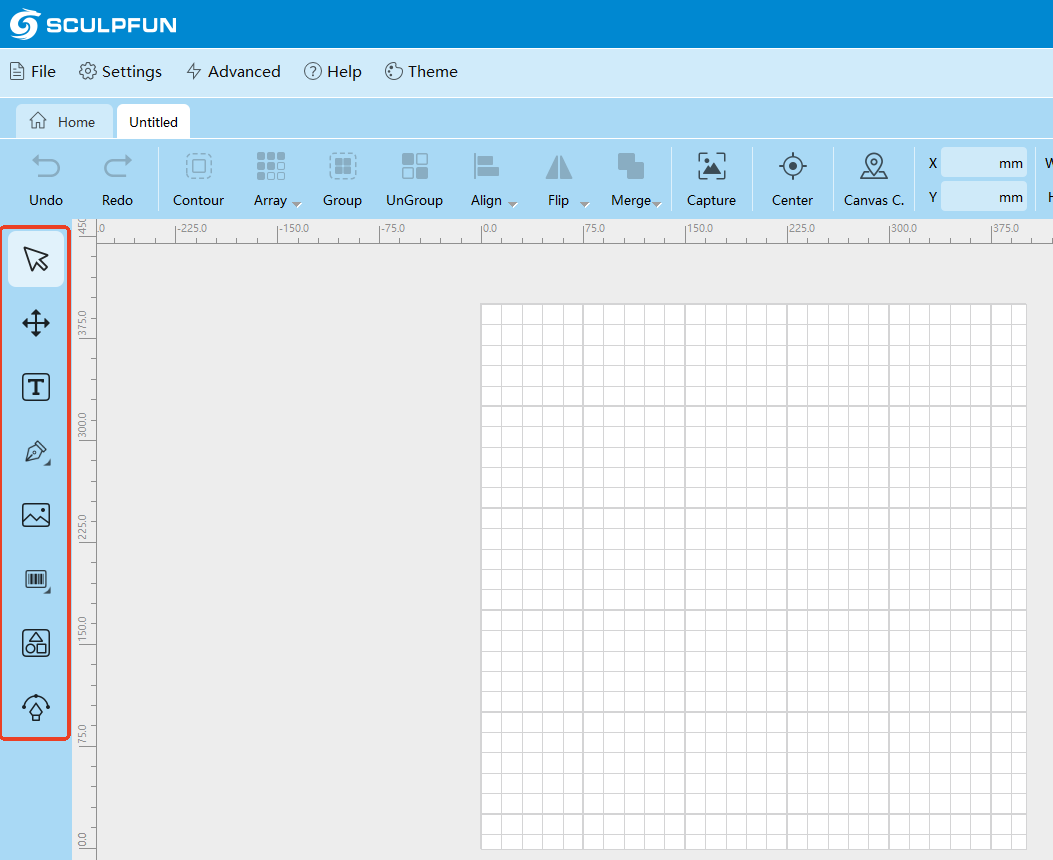
左侧工具栏
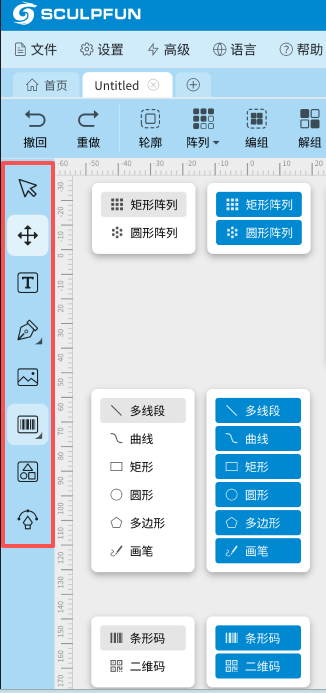
选择:将鼠标更改为选择模式,可以选中画布上的图形、文本等对象。
移动:将鼠标更改为移动模式,此时操作将移动画布。
文本:插入文本框,在画布上添加、编辑文字内容,支持调整字体,大小,内容等。
绘制:提供多种绘图工具,用于创建自定义图像。
图片:导入图片,导入后可对图片进行多种设置。
条码:生成条形码、二维码;可以编辑条码的内容。
素材:软件内自带的素材,用户也可以自行添加常用的素材。
矢量:导入矢量图。
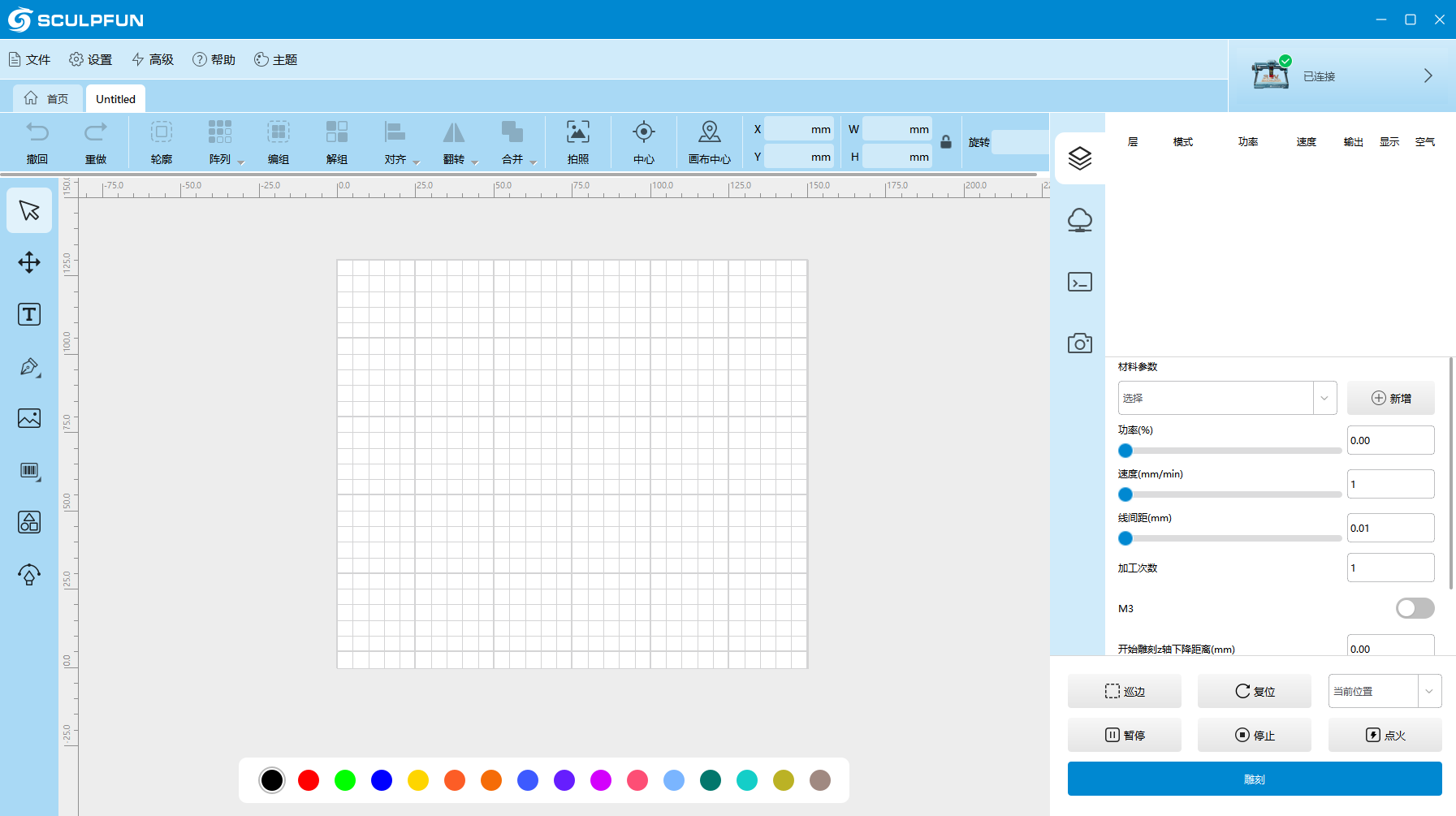
画布
标签栏:可以切换首页。
标尺:分布在画布左侧和顶部,显示单位根据设置自动调整。用于辅助精确定位和测量设计元素的尺寸、间距。
画布:软件的核心工作区域,在此进行创作。
网格:可视化参考线,可以在设置中关闭。
层:位于画布下方,可以将不同素材放置于不同的层中,方便调整参数。
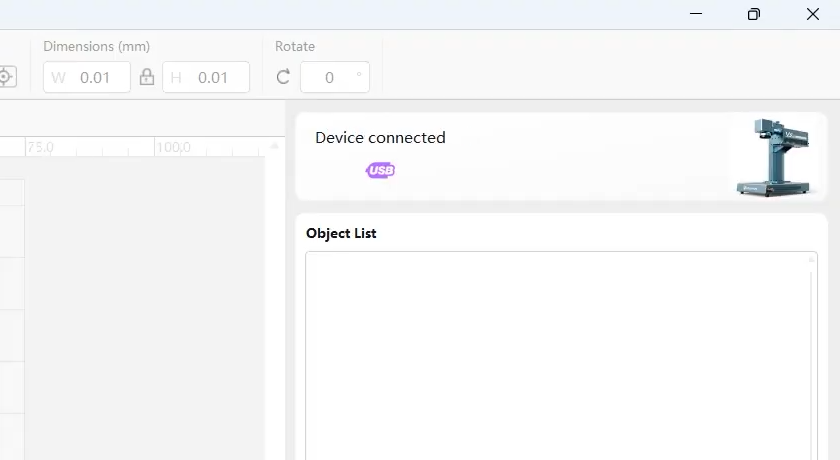
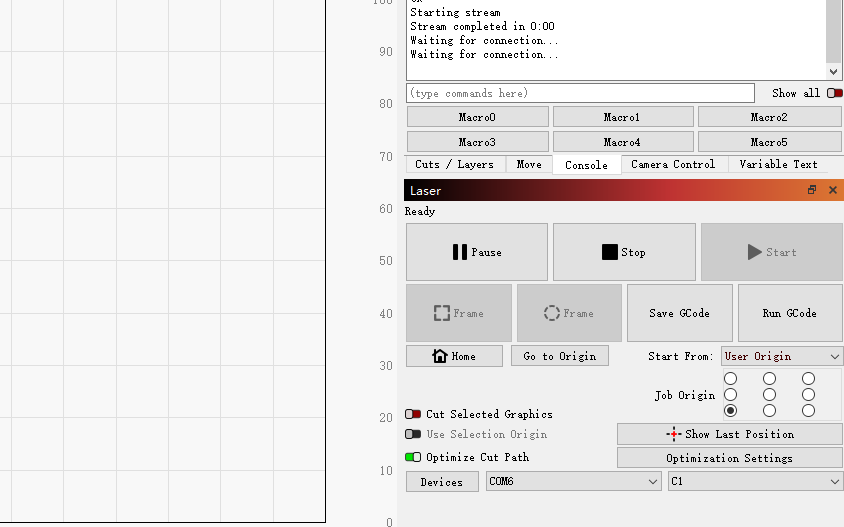
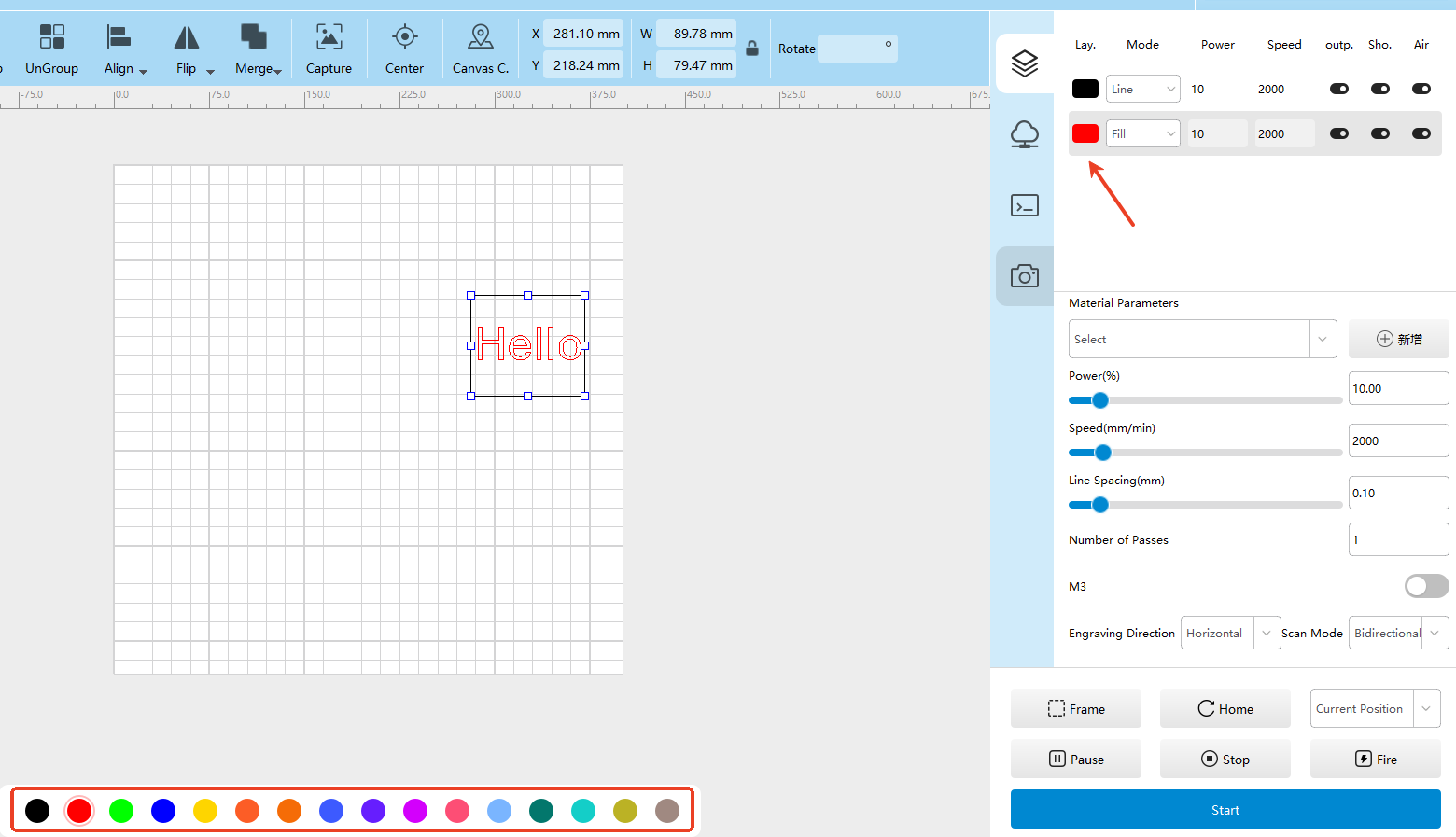
控制台

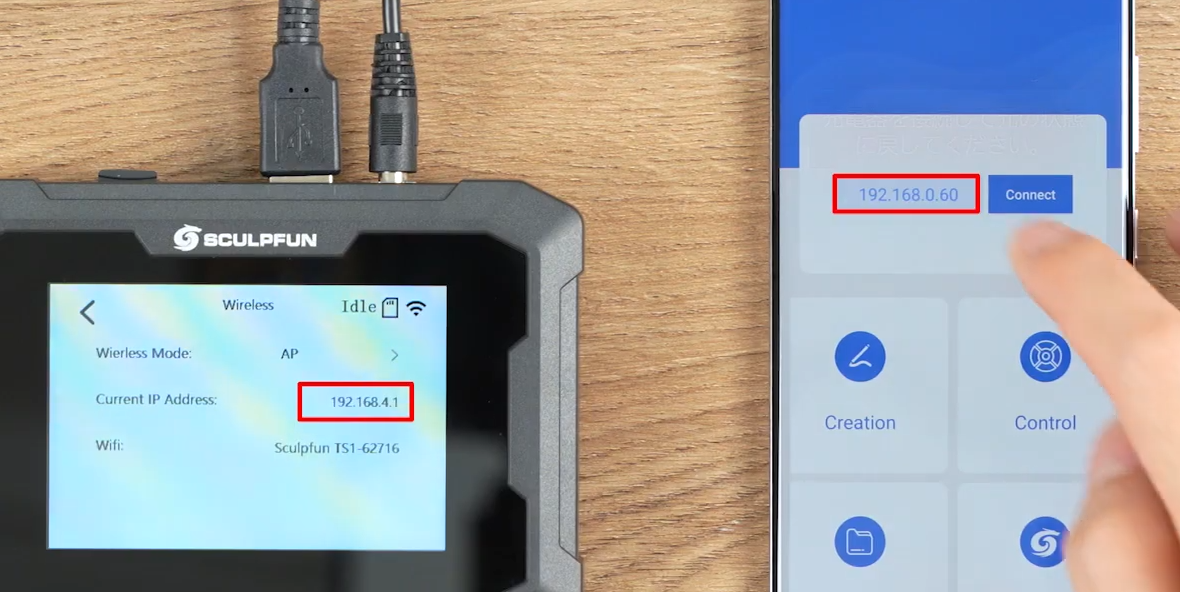
设备连接:显示当前设备名称和连接状态。
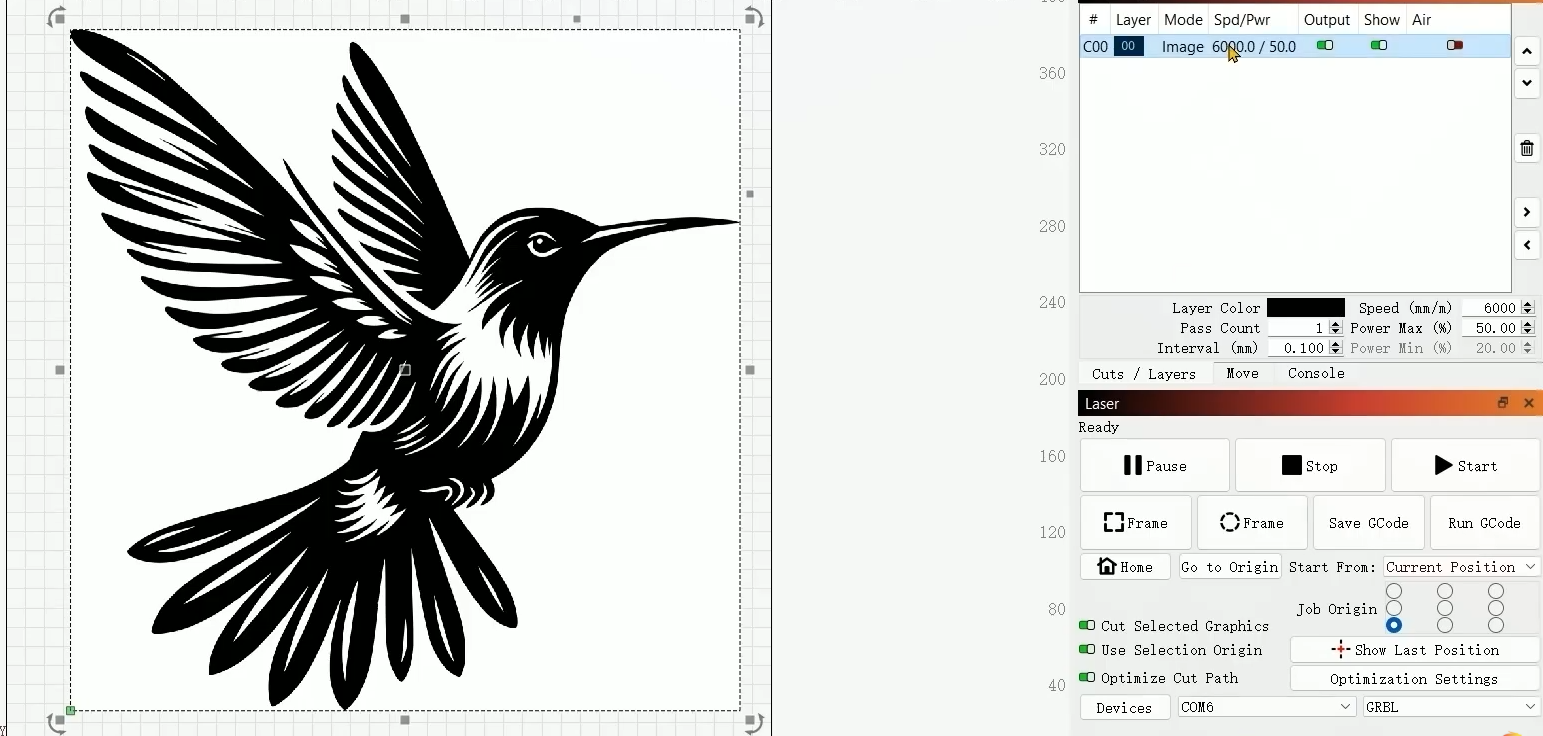
层:管理设计中的不同图层,可以对每个图层独立设置工作参数,方便分层加工。
终端:控制台,显示设备运行日志、G代码信息和错误提示, 用于调试和监控。
测试:材料参数测试用。根据需求调整测试块的数量、范围、功率变化等参数。
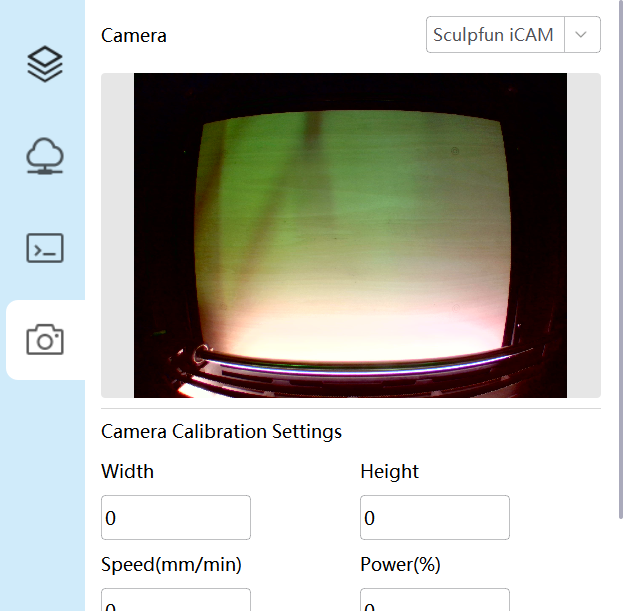
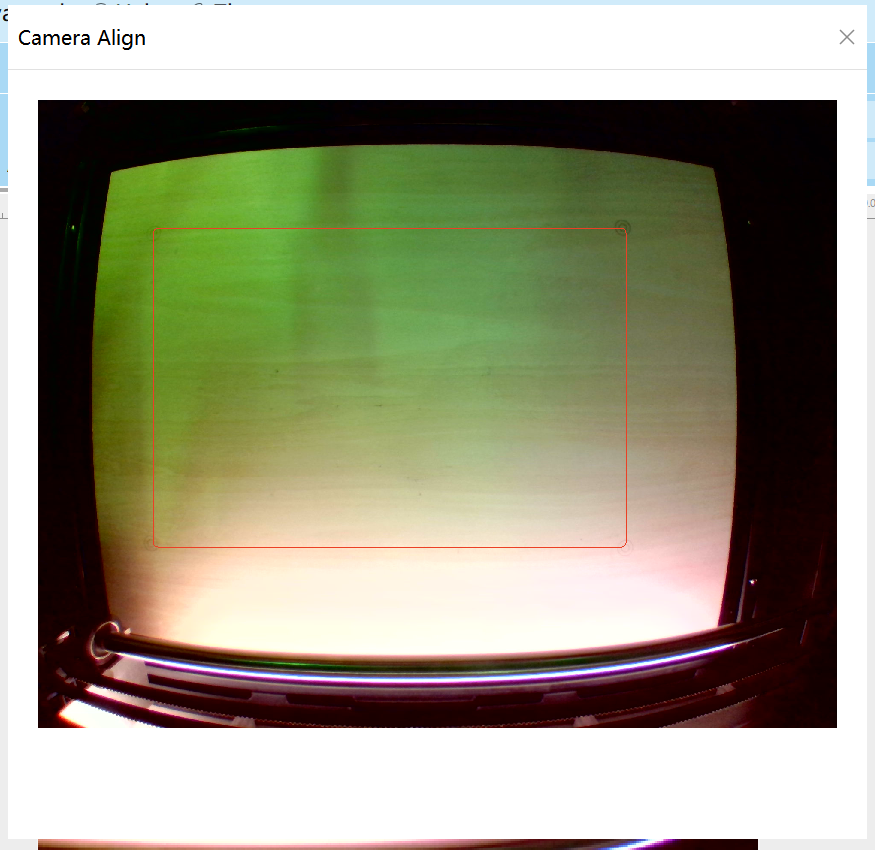
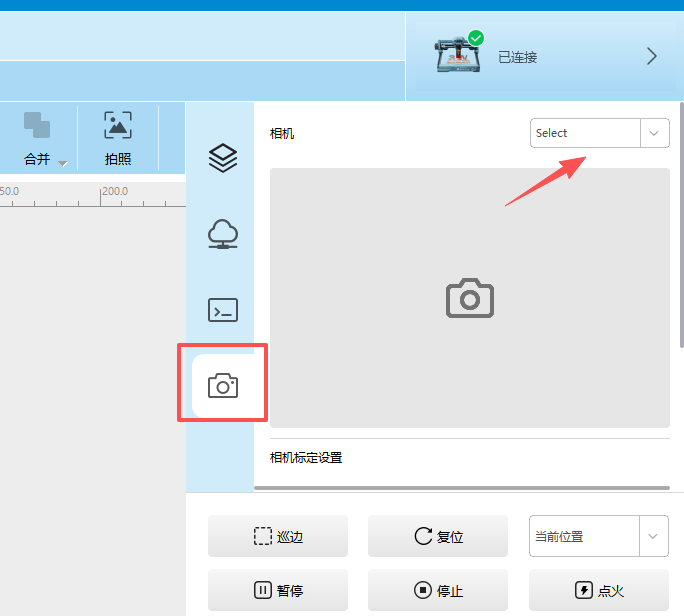
相机:搭配摄像头配件使用。
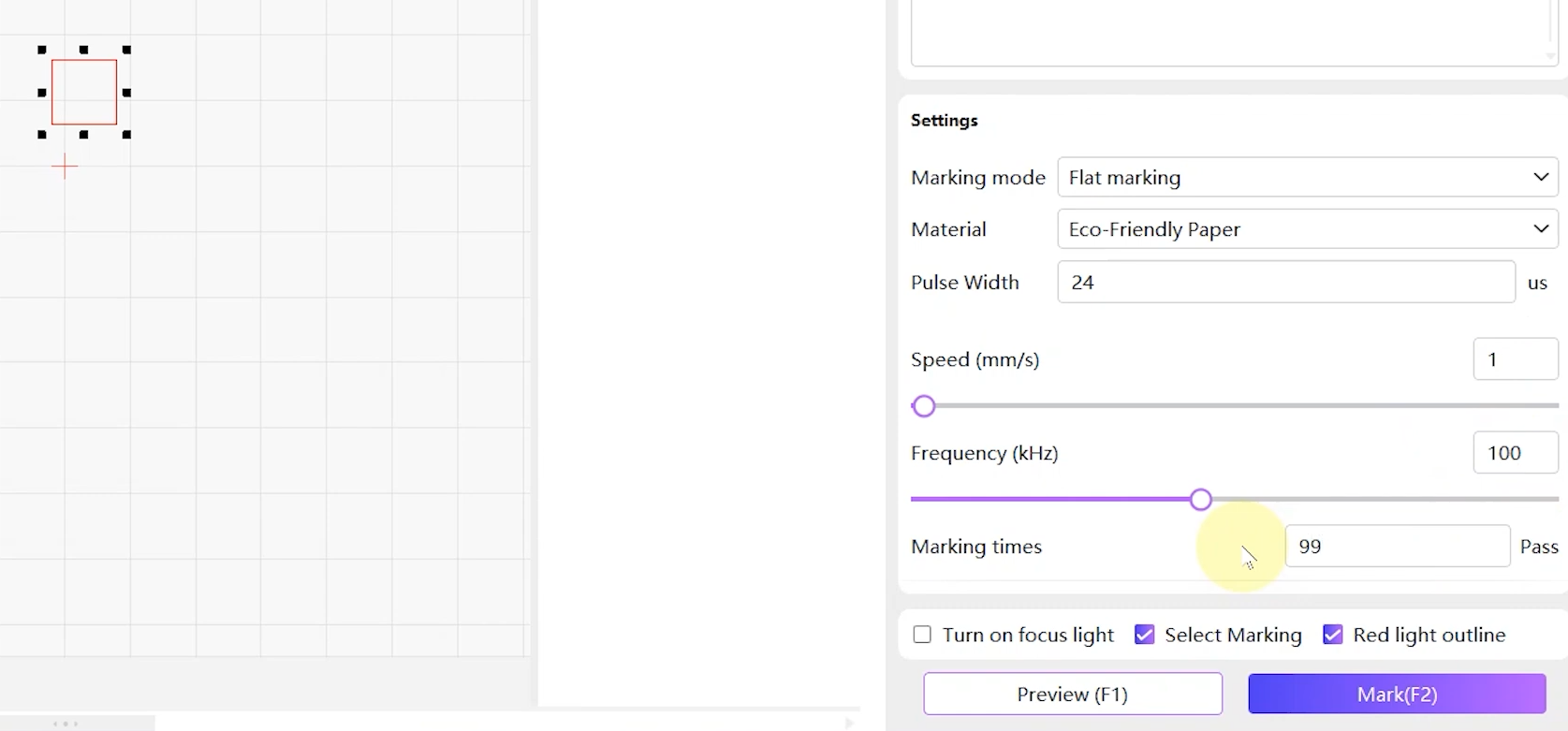
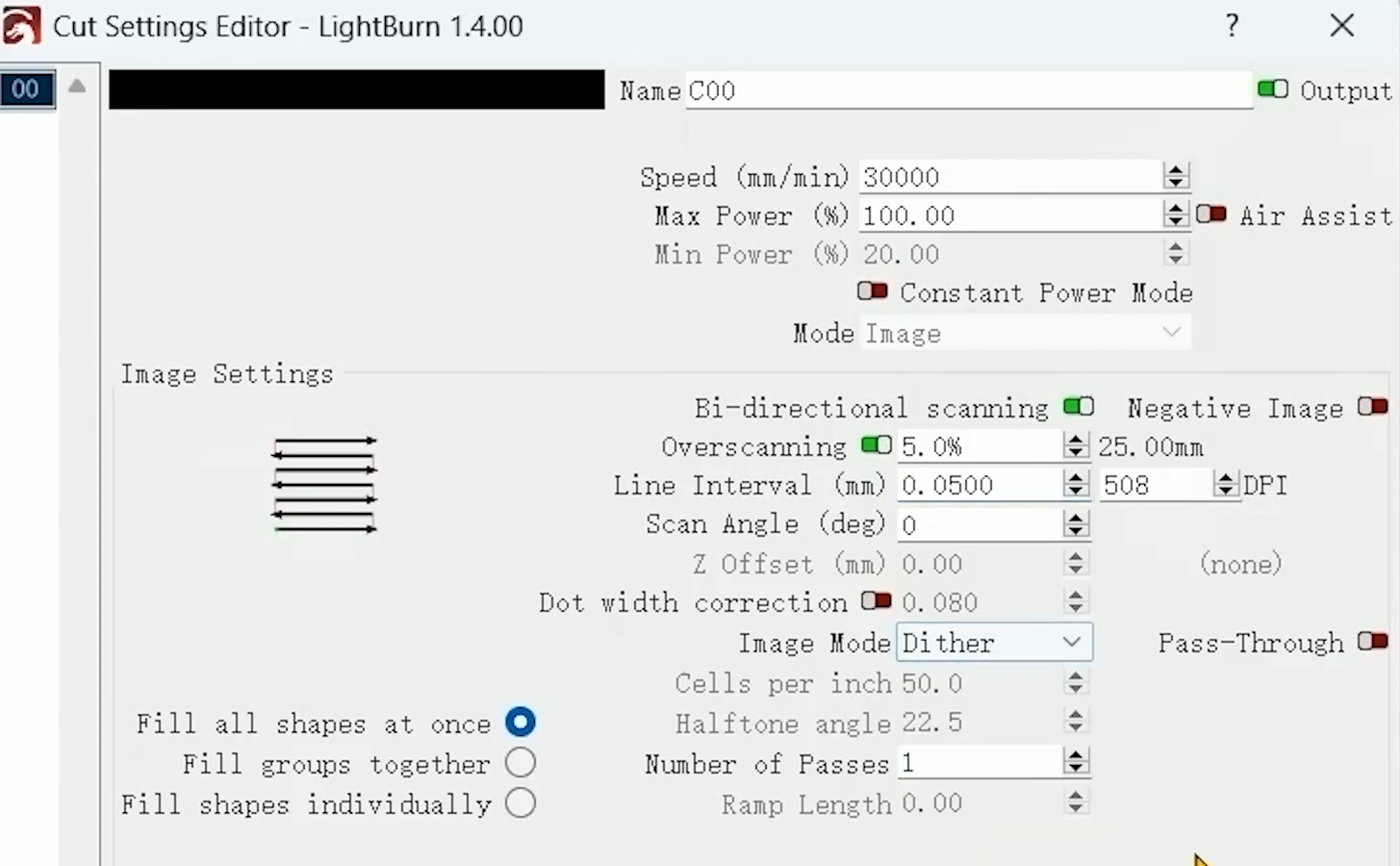
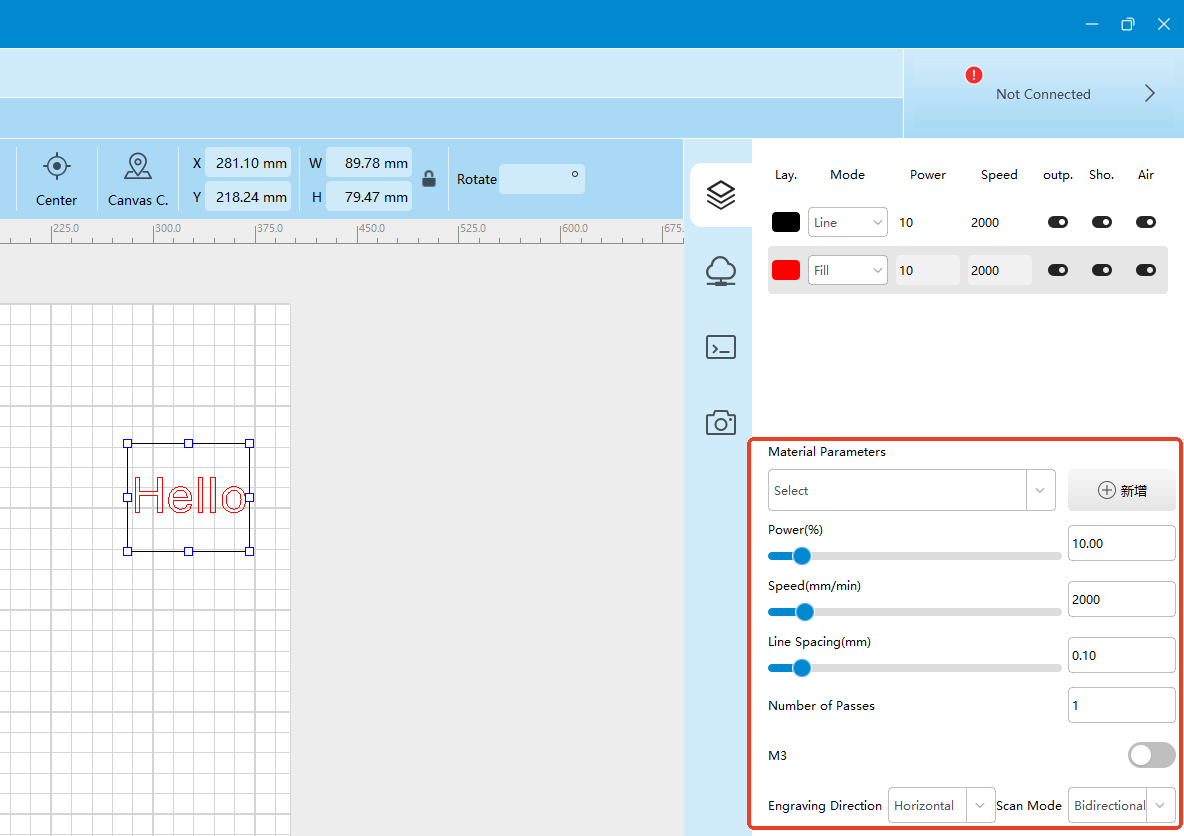
材料参数:可以使用预设材料参数,也可以自定义常用的材料参数。
功率:调节激光的输出功率。
速度:调节激光器的移动速度。
线间距:激光扫描时,相邻两条扫描线之间的距离
加工次数:设置工作次数,多次加工可加深雕刻或完全切割。
M3:恒定功率模式,激光开启时,功率恒定不变,在激光器减速处可能会导致烧焦甚至点燃。关闭此开关则为M4:动态功率模式,此时激光功率随移动速度调整,确保单位面积上的能量保持恒定。
雕刻方向:可选择水平或垂直。
扫描模式:可选择单向雕刻或双向雕刻,双向雕刻更省时间,但是效果较差。
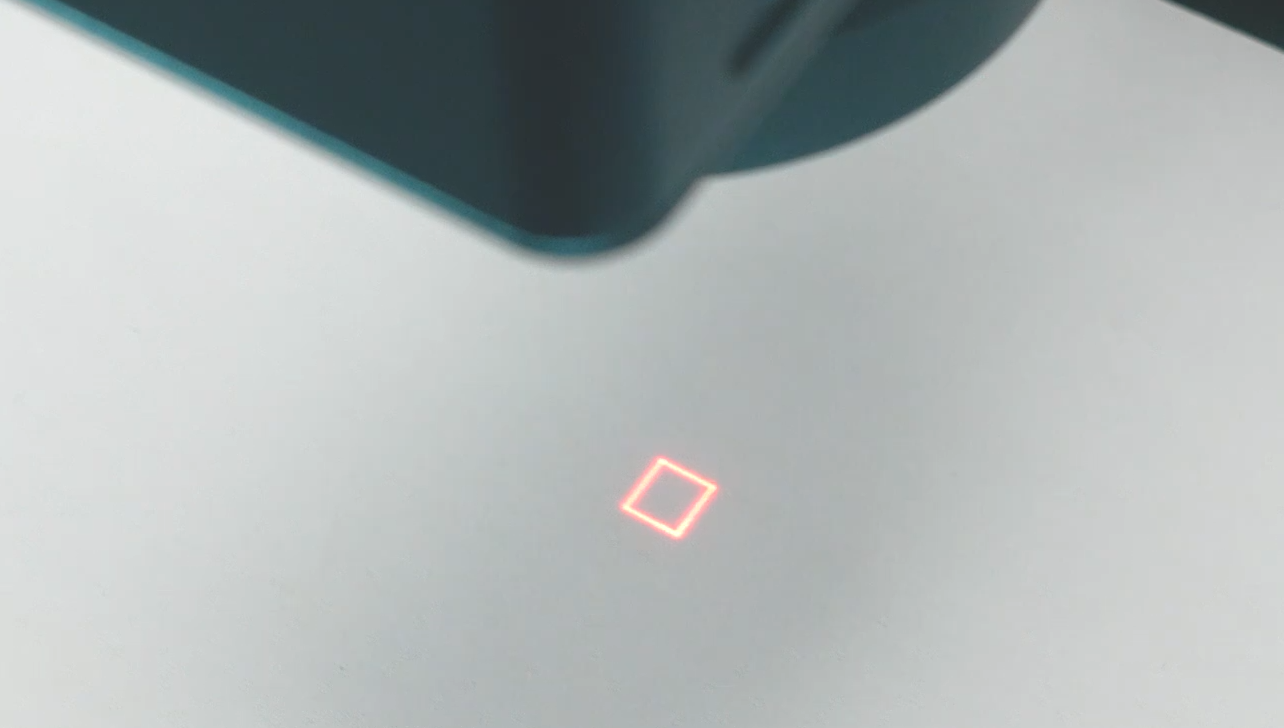
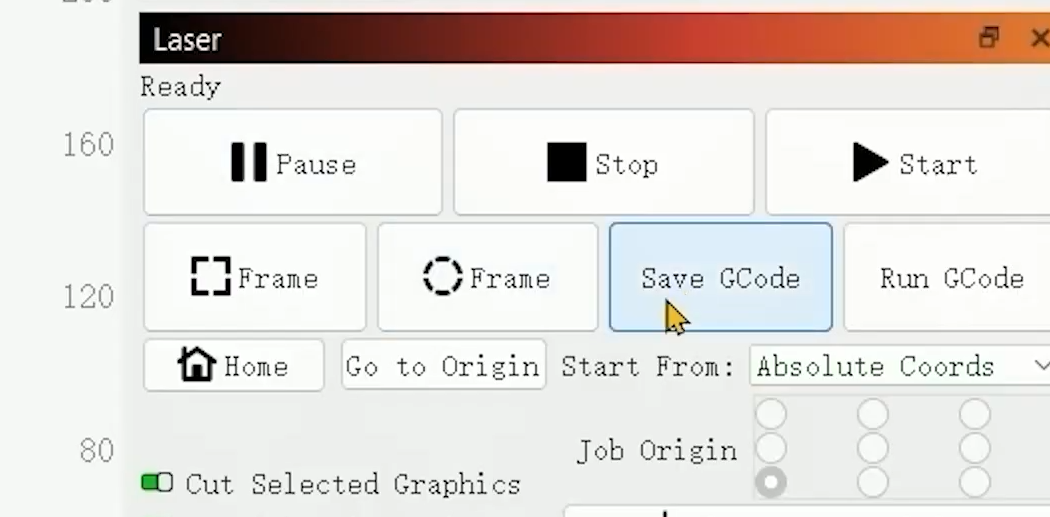
巡边:在材料上预览设计的边界框,确认加工范围和位置是否正确。
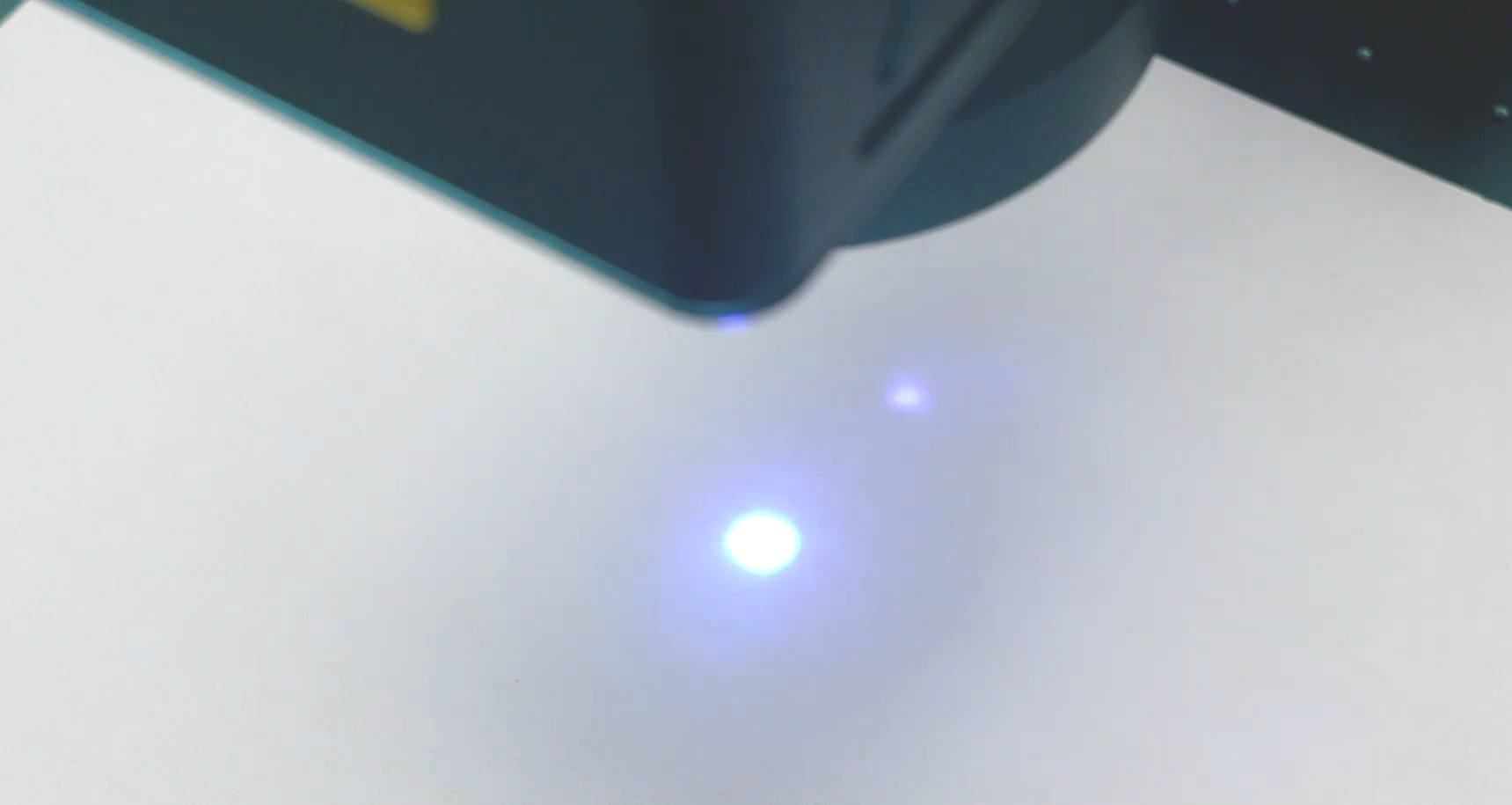
点火:以1%功率开启激光,用于确认激光位置。
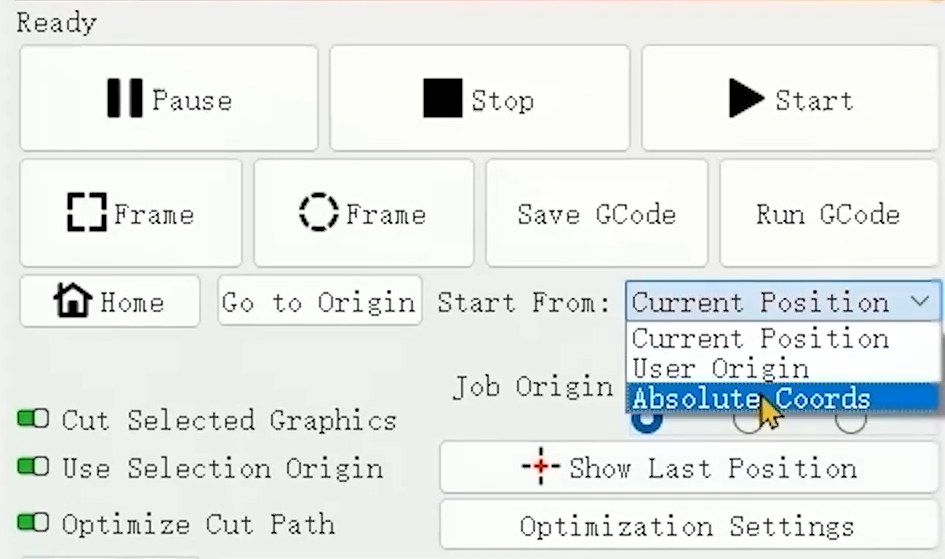
复位:控制激光器移动到设备的机械原点位置。
当前位置/用户原点/绝对坐标:设定加工的开始位置。
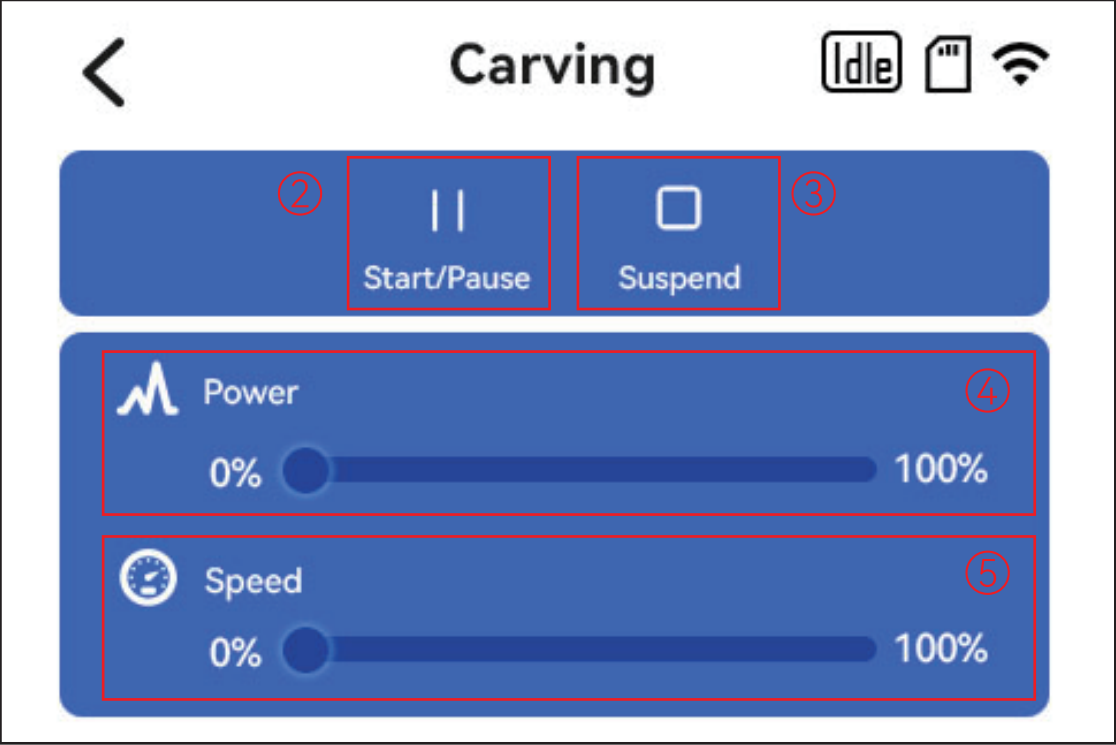
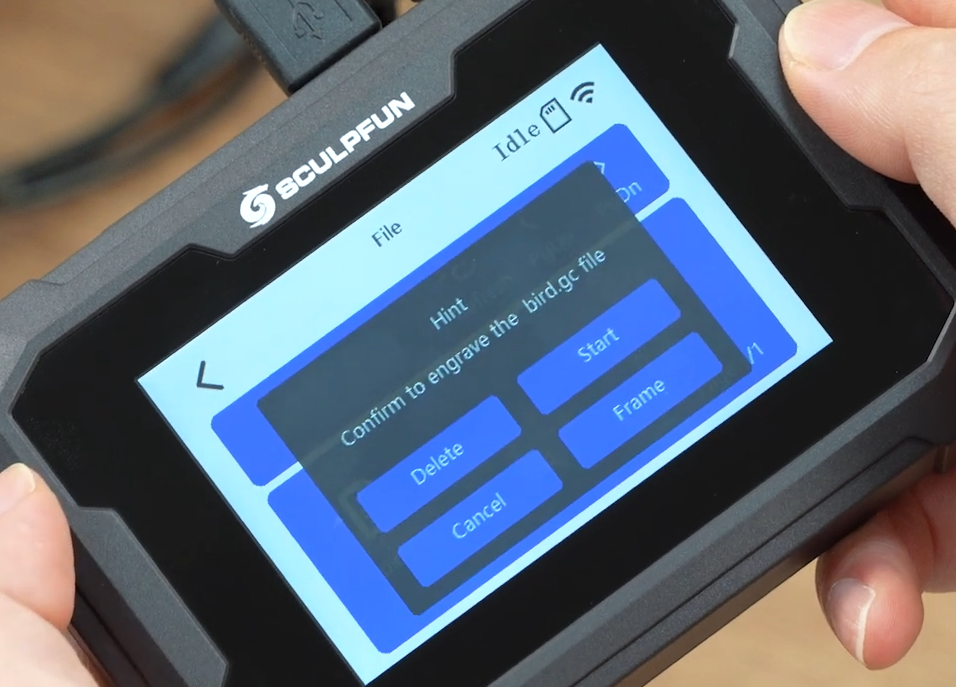
雕刻:进入雕刻确认界面。
暂停:暂停正在加工的任务。
停止:停止进行中的任务。
使用教程(待补充):
通过左侧工具栏,导入或者绘制素材。
通过画布下方的层栏,设置分层。
通过控制台,调整素材参数,以达到需要的效果。参数需要多次测试,示意参数仅供参考。
点击复位,重置激光器位置。再根据需求调整激光器的位置。
点击巡边,观察素材在材料上的位置,确认加工范围和位置。
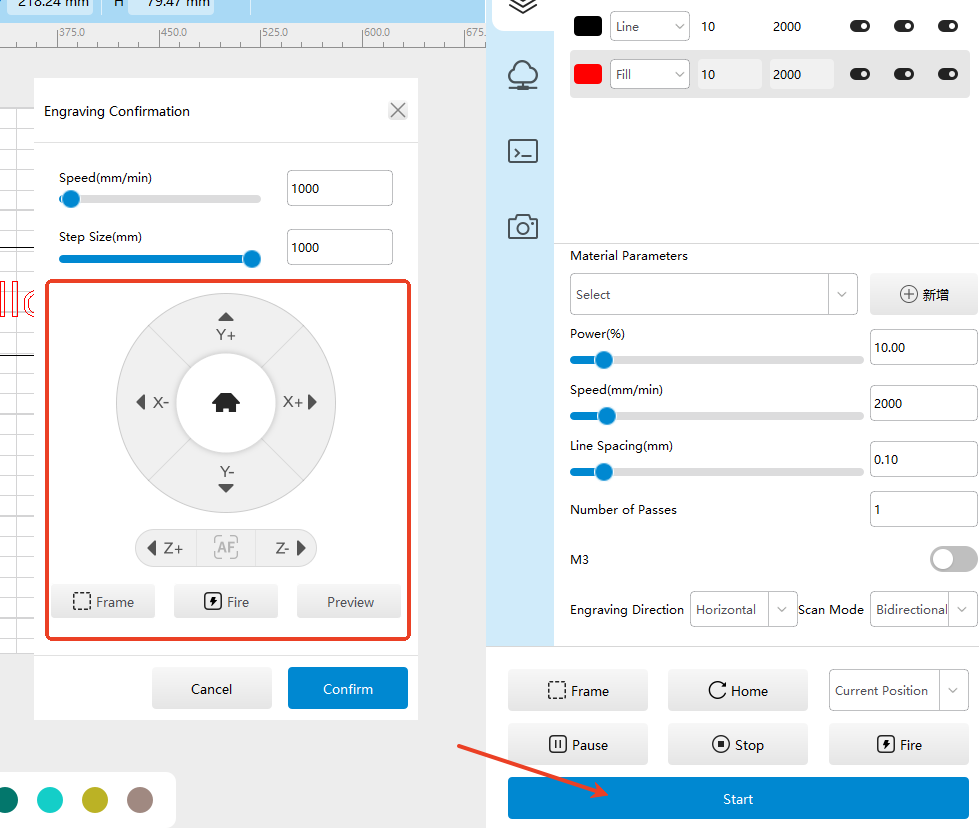
点击预览,观察成品样式。
点击雕刻,激光器开始工作。得到成品。