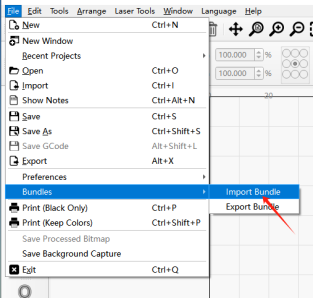
雕刻时,图案发生变形,可能是尺寸比例参数发生异常。可以根据此文档进行校正。
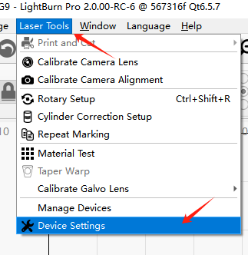
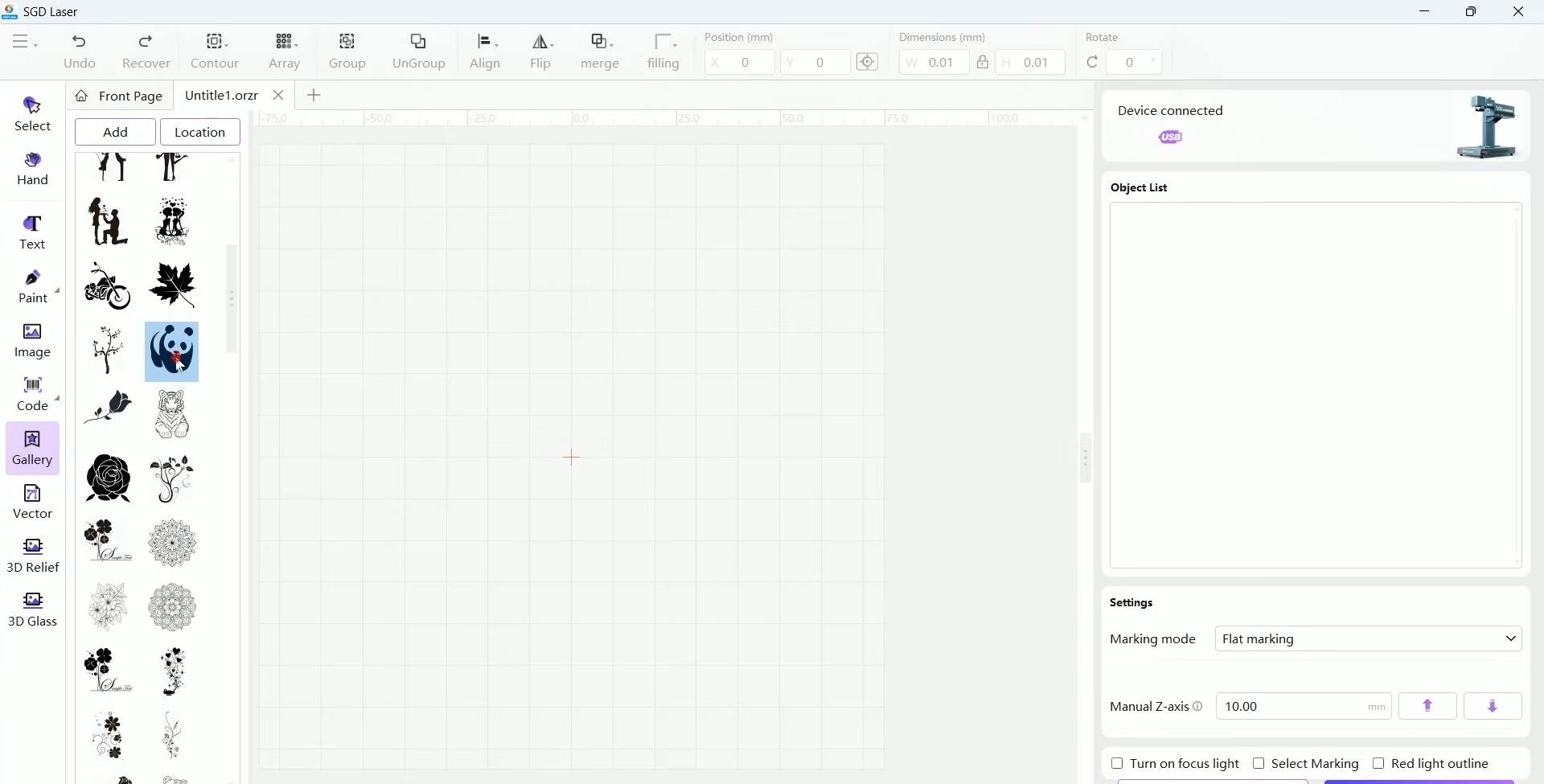
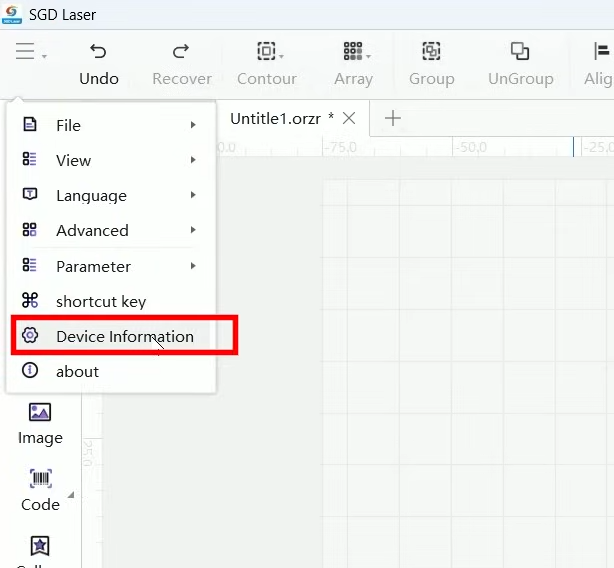
打开软件,连接机器。打开菜单栏-高级-区域。
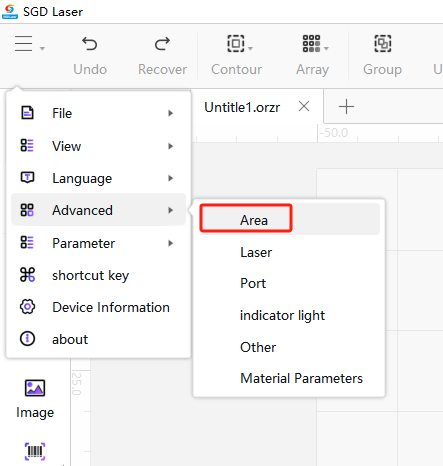
输入管理员密码:sculpfun001
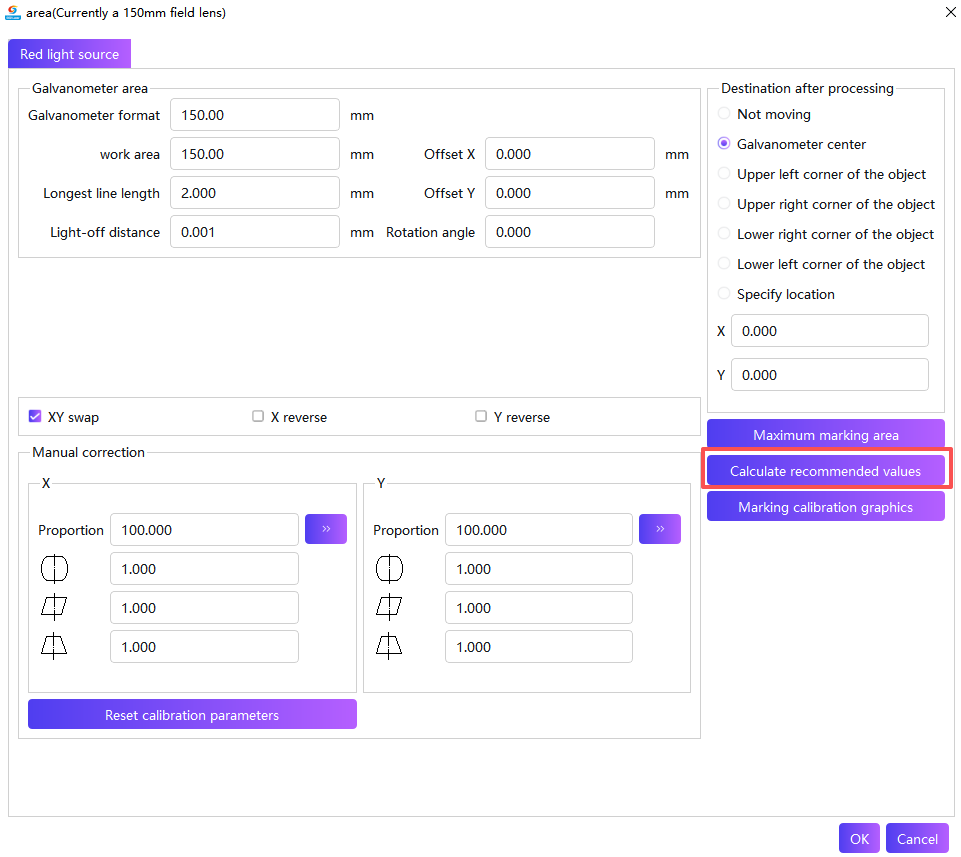
进入区域设置。
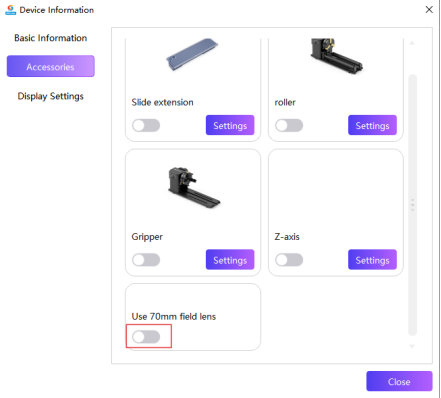
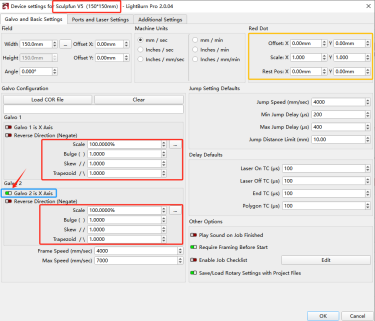
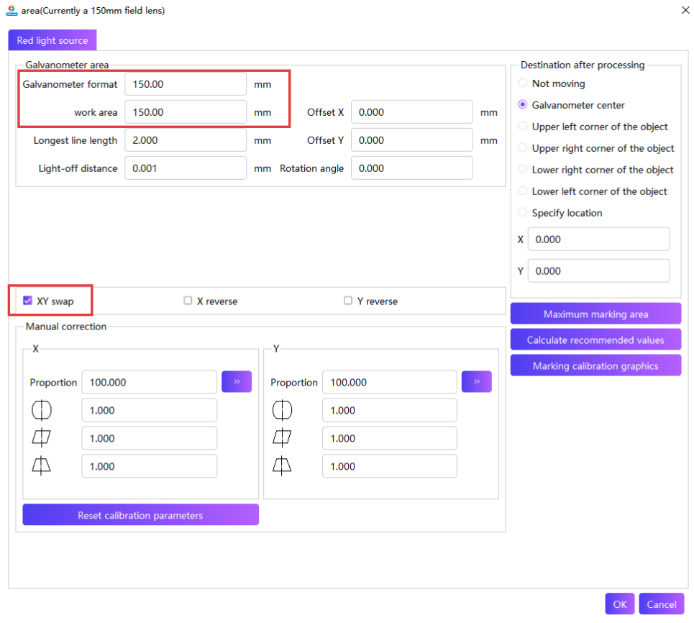
确认振镜幅面和工作区域与场镜一致,此处以150mm场镜为例。打开XY互换
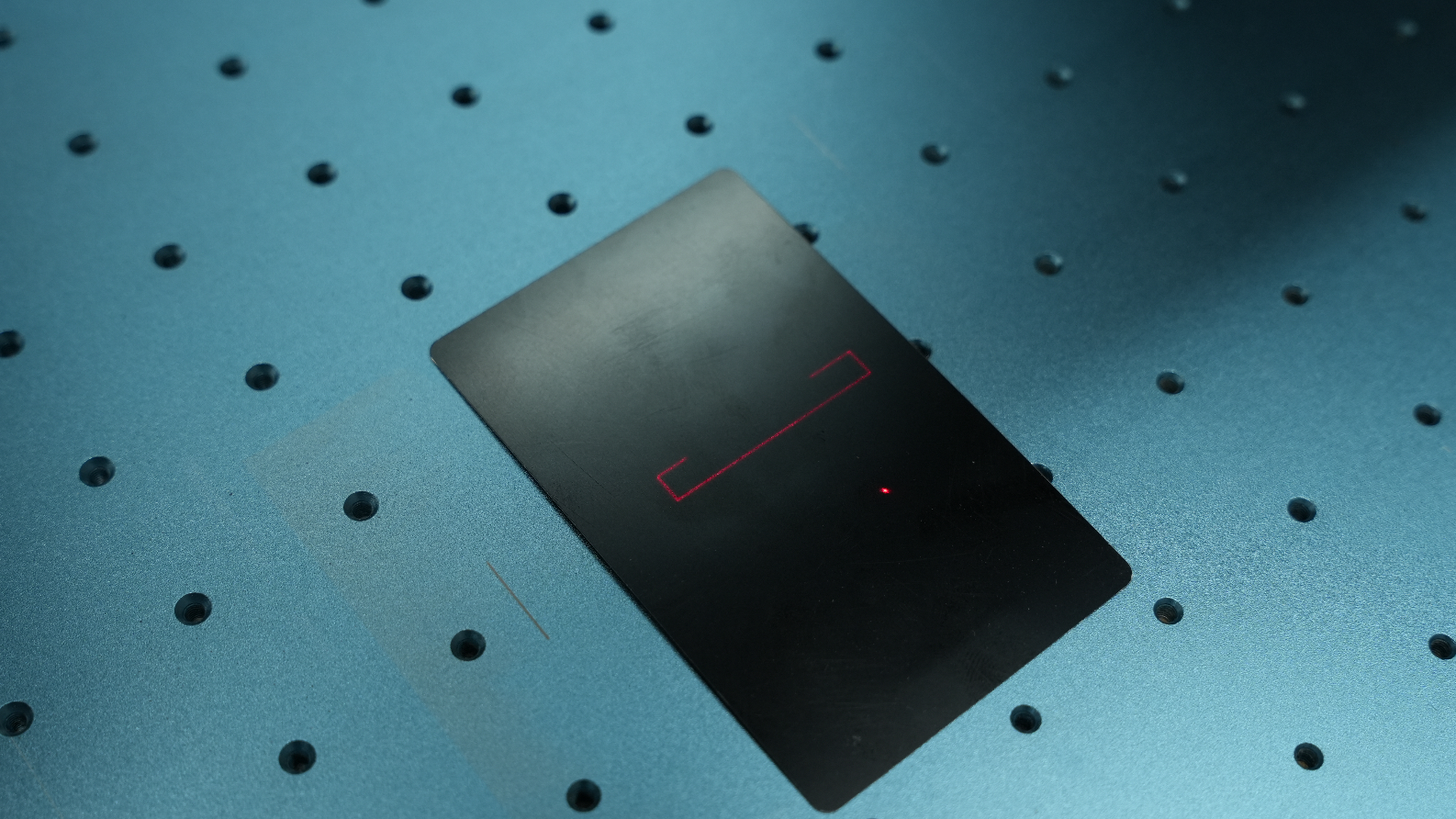
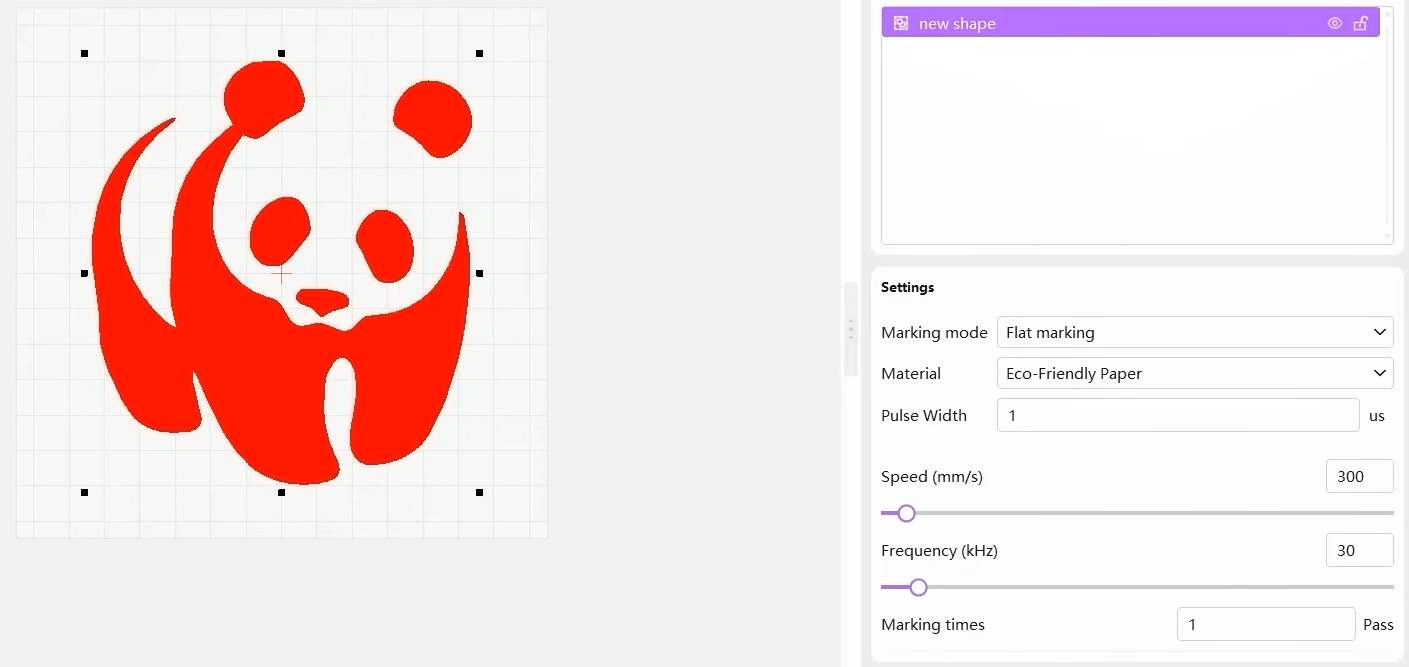
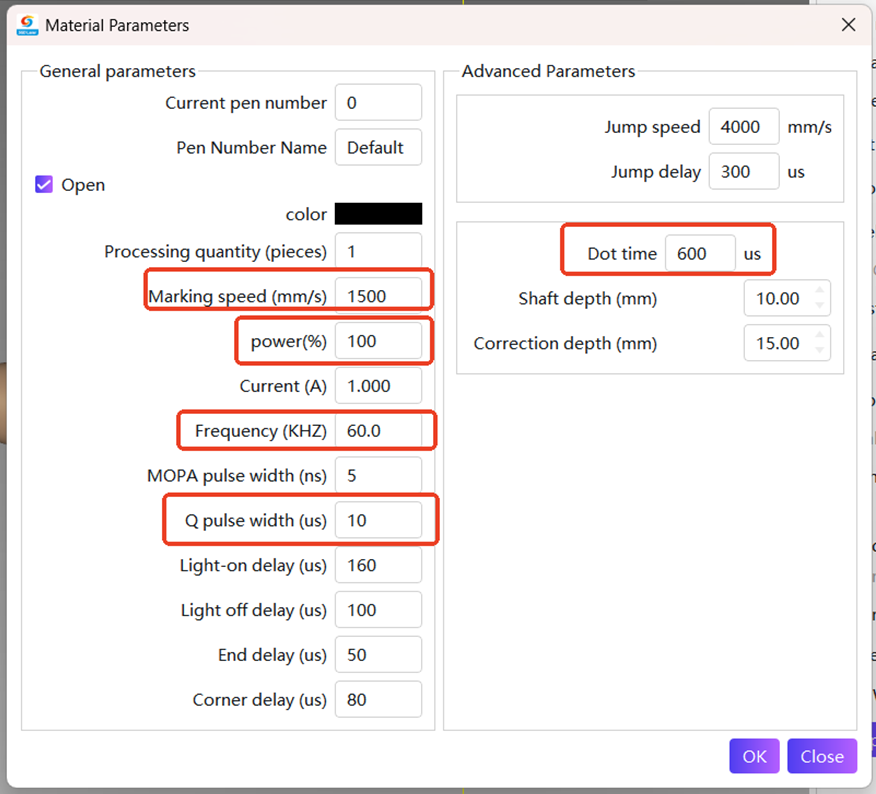
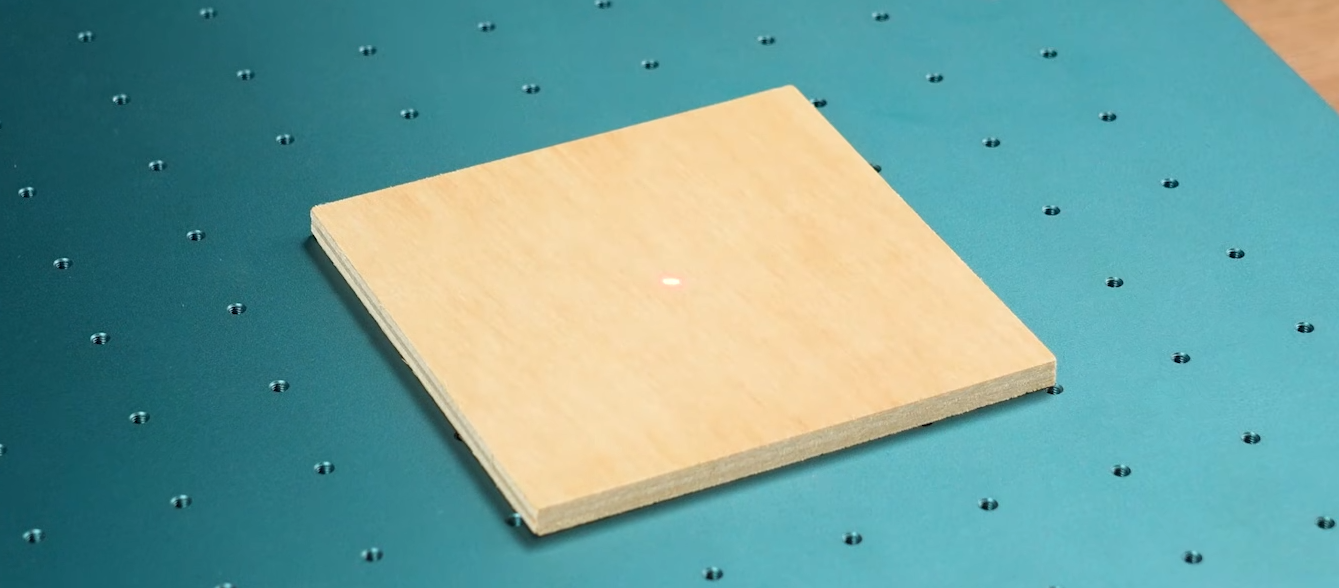
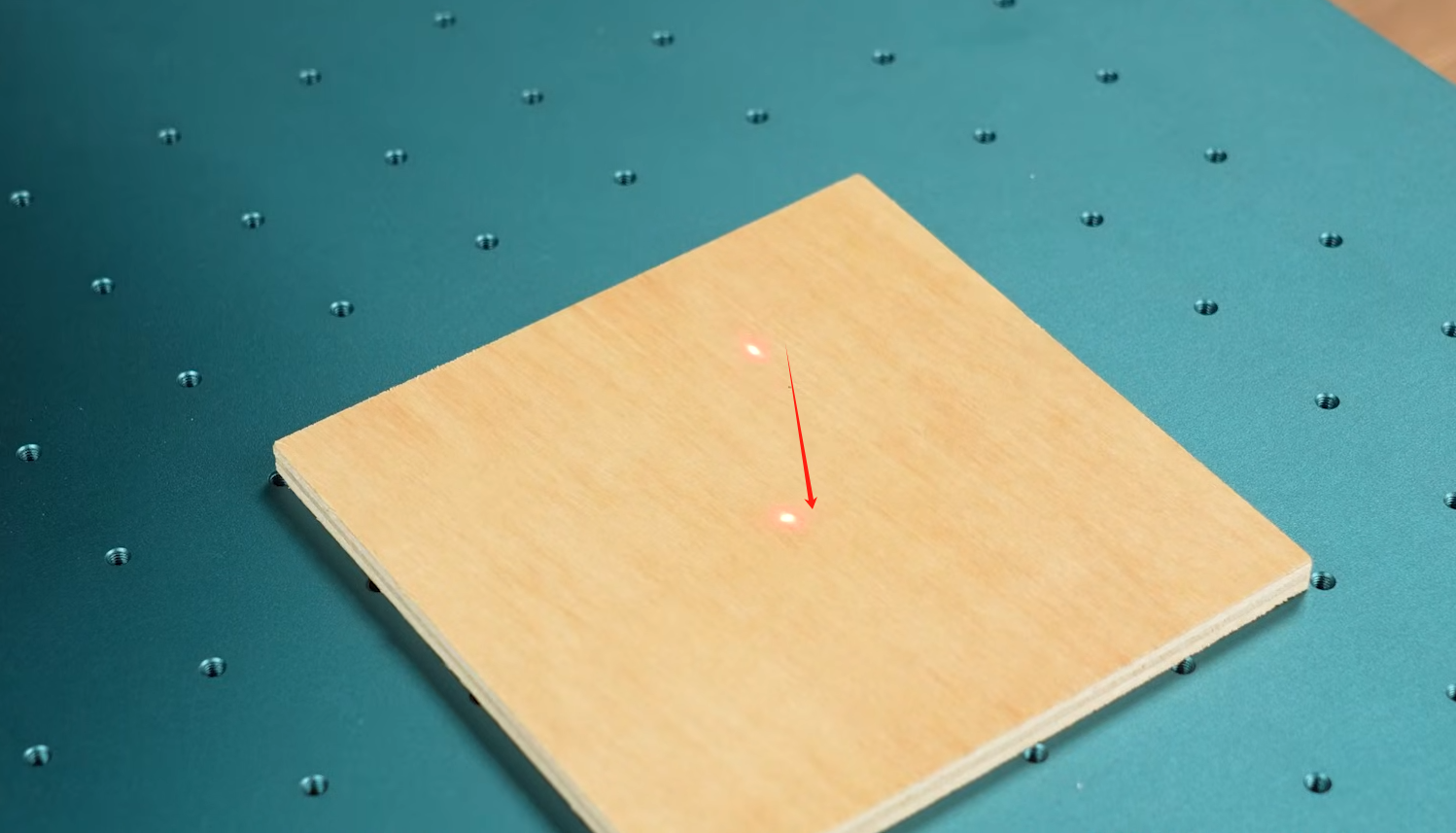
放置深色易雕刻的材料于机器上,覆盖全部雕刻区域以防止激光雕刻到机器底板。也可以使用V5附赠的黑色相干纸。然后进行对焦。
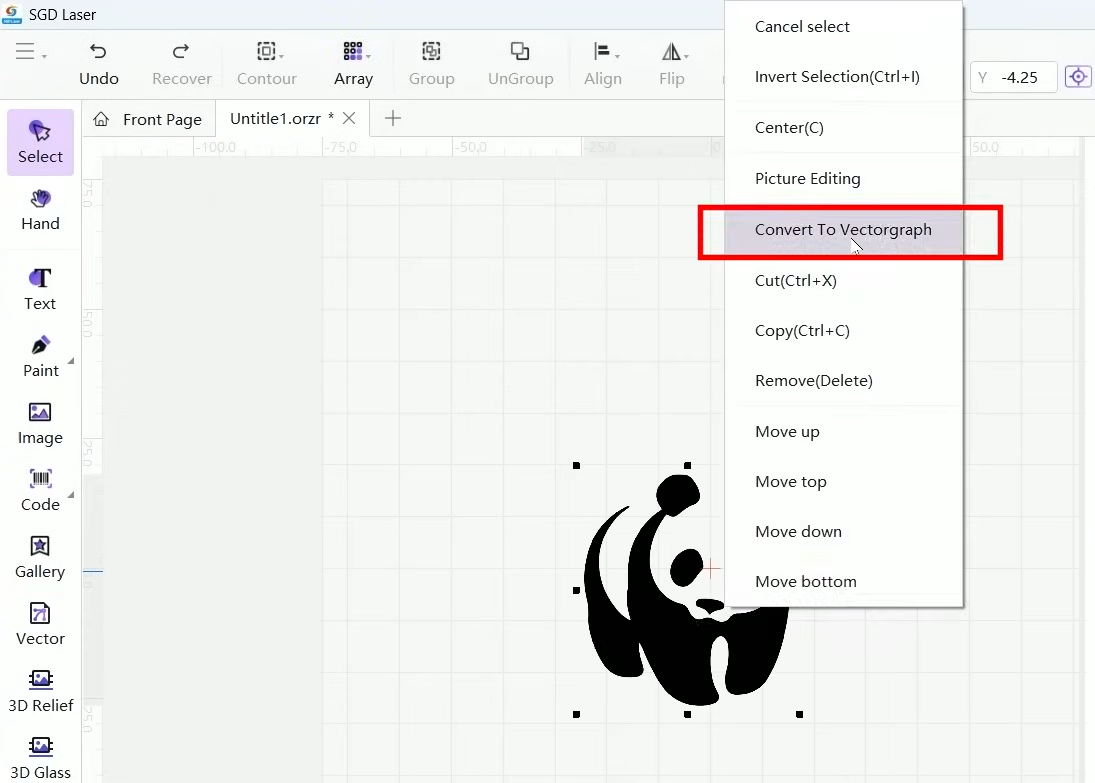
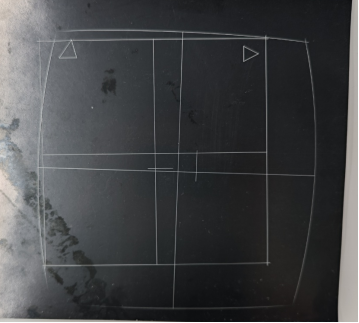
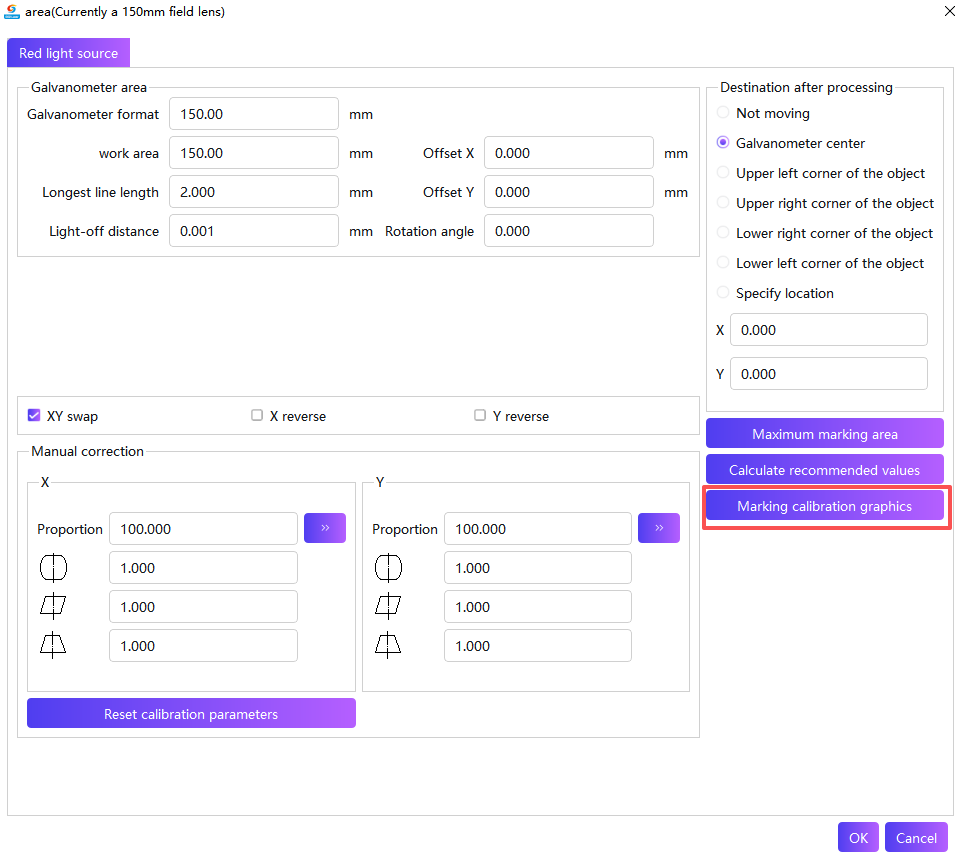
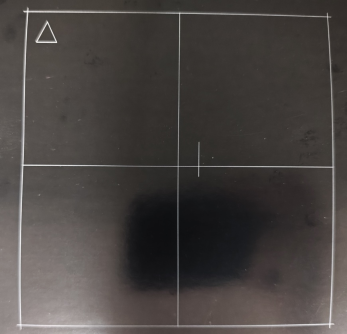
点击标刻校正图形,机器进行雕刻。
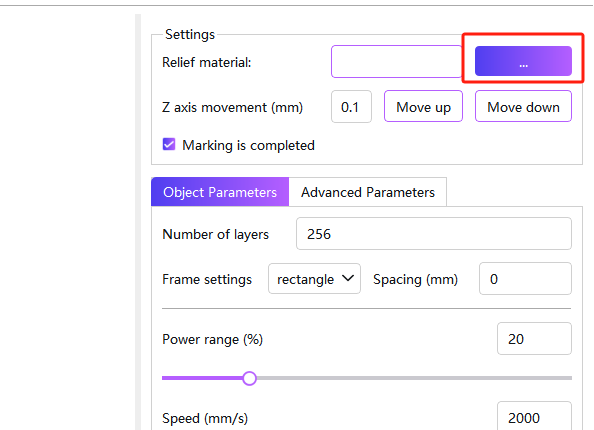
雕刻完成后,点击计算推荐值,弹出推荐值设置页面。
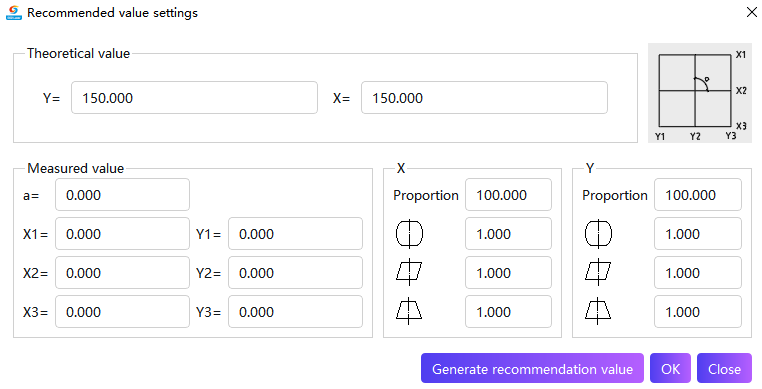
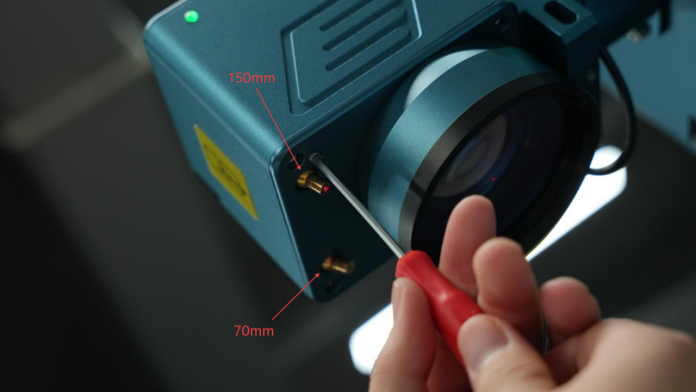
理论值:输入选择的场镜参数(150mm\70mm)。
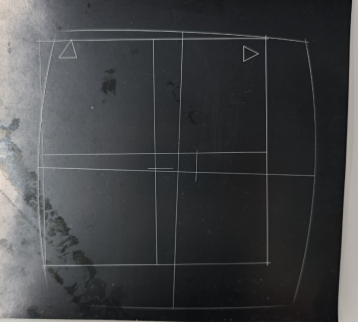
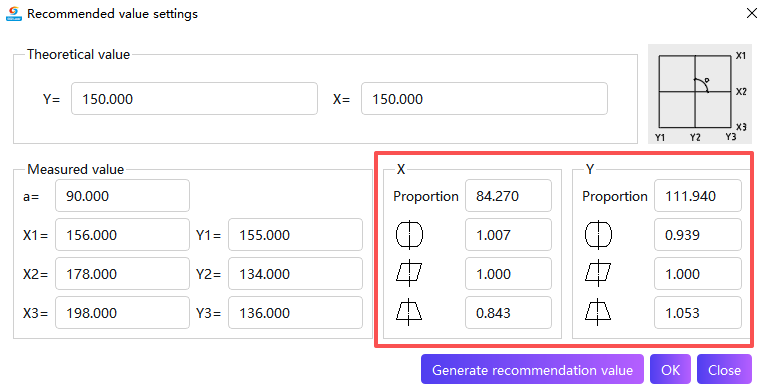
实测值:测量雕刻图形的相关数值,输入其中。
a:四方格中心的夹角,如图夹角所示。
X1:水平方向第一条线的长度。
X2:水平方向第二条线的长度。
X3:水平方向第三条线的长度。
Y1:竖直方向第一条线的长度。
Y2:竖直方向第二条线的长度。
Y3:竖直方向第三条线的长度。
右侧图形为理论雕刻图形。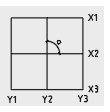
根据图形,测量相关参数,填入其中。

完成后,点击产生推荐值,右侧会生成尺寸比例参数。点击确认将会更新至区域设置内。
位移或更换雕刻材料,再次进行标刻校正图形,观察图像。可以进行多次标刻和计算推荐值,得到一份近似理论的雕刻参数,以达到更精确的校正。
如果您对自动计算参数不满意,可以进行手工校正。
回到区域界面,进行手工校正。
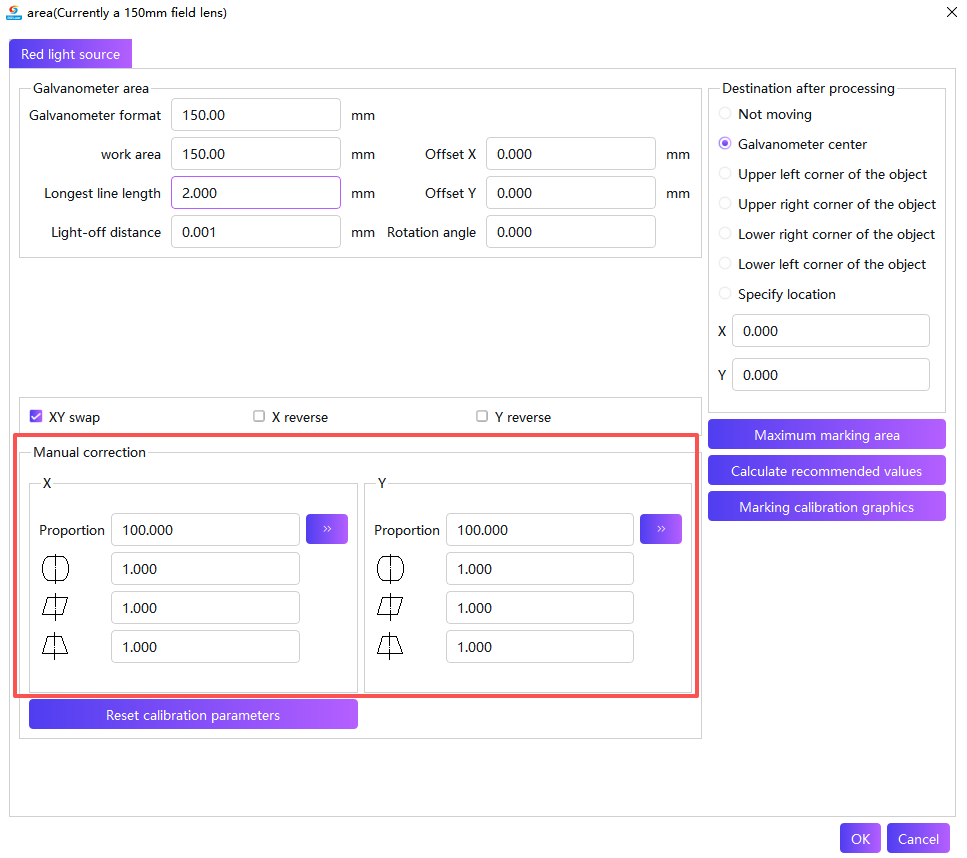
X:X轴方向(水平方向的参数)
Y:Y轴方向(竖直方向的参数)
弧面调整
:调整线条的弧度。数值越大,线条越往里凹(0.8-1.2),数值越小,线条越往外凸。将线条调整至平直,即为调整完成。可以借助尺子测量两端交点观察。
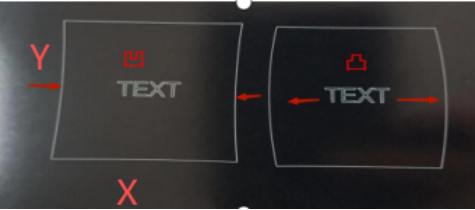
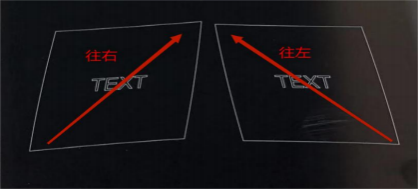
平行倾斜度调整 :调整线条的平行度。对于X轴,数值越大,线条越往右斜(0.8-1.2),数值越小,线条越往左斜。对于Y轴,数值越大,线条越往右上斜,数值越小,线条越往左上斜。
:调整线条的平行度。对于X轴,数值越大,线条越往右斜(0.8-1.2),数值越小,线条越往左斜。对于Y轴,数值越大,线条越往右上斜,数值越小,线条越往左上斜。
将线条调整至水平或竖直,即为调整完成。可以借助尺子测量两端交点观察,也可通过观察X2\Y2的竖直水平程度确定校正效果。
梯形调整 :调整图形的梯度。数值越大,上底边(X)或左腰(Y)的边越长,下底边(X)或右腰(Y)的边越短(0.8-1.2);数值越小,上底边(X)或左腰(Y)的边越短,下底边(X)或右腰(Y)的边越长。将线条调整至上下\左右长度一致,即为调整完成。
:调整图形的梯度。数值越大,上底边(X)或左腰(Y)的边越长,下底边(X)或右腰(Y)的边越短(0.8-1.2);数值越小,上底边(X)或左腰(Y)的边越短,下底边(X)或右腰(Y)的边越长。将线条调整至上下\左右长度一致,即为调整完成。
观察标刻校正图形,手动调整数值后再次标刻,重复多次直至图形接近理论图形
之后进行比例修改。
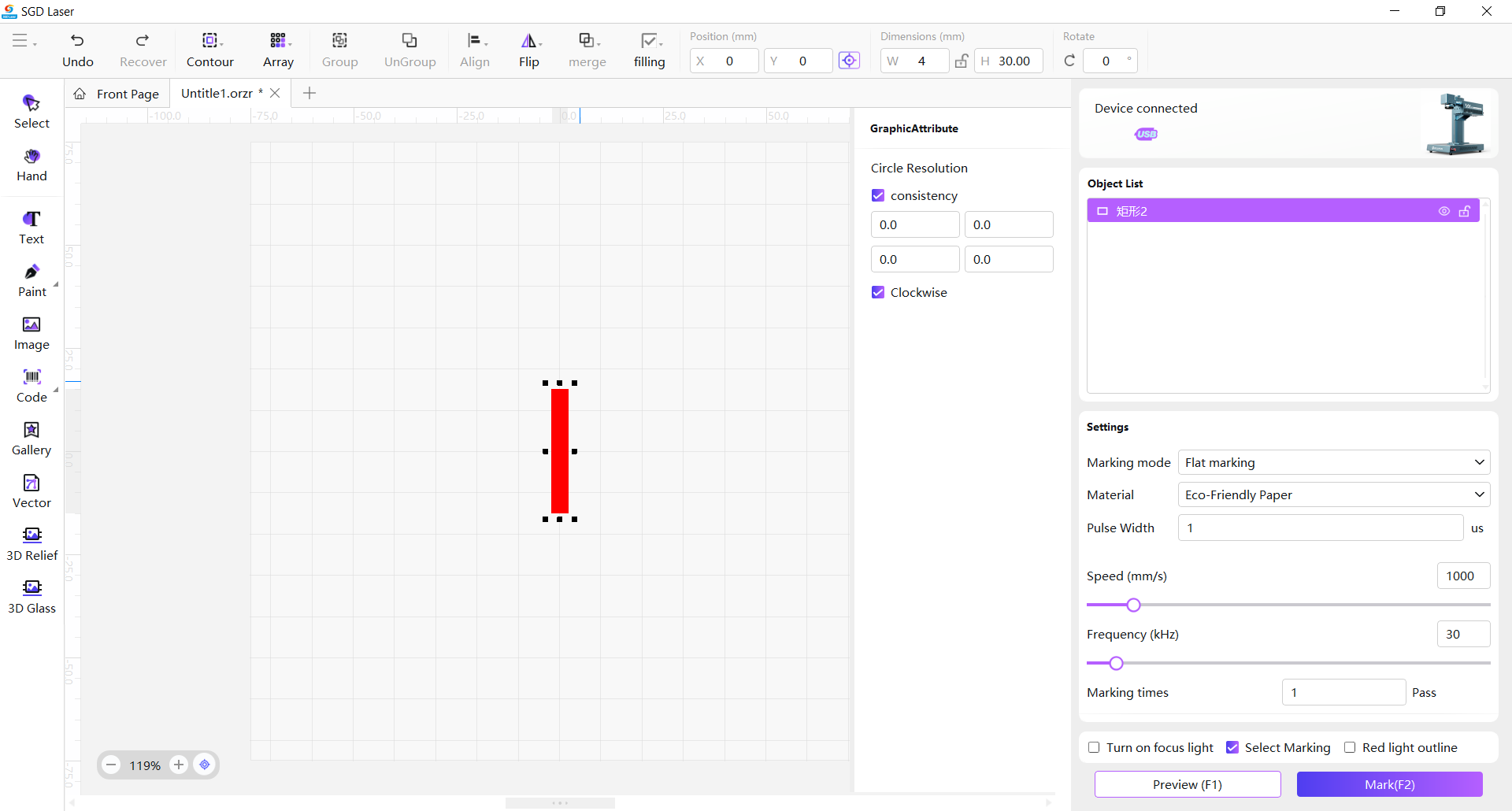
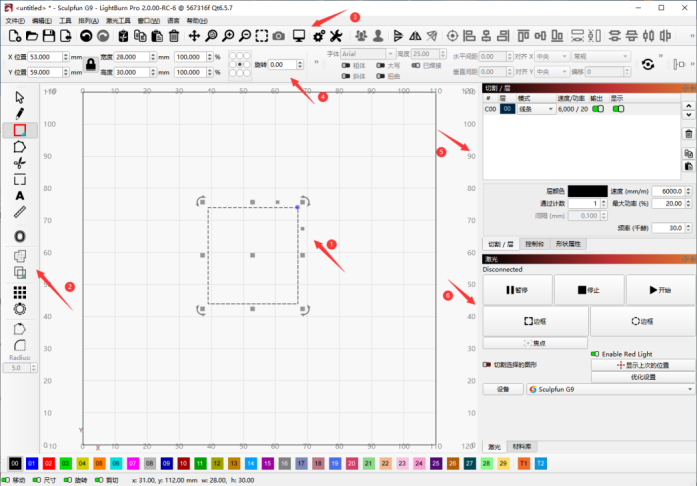
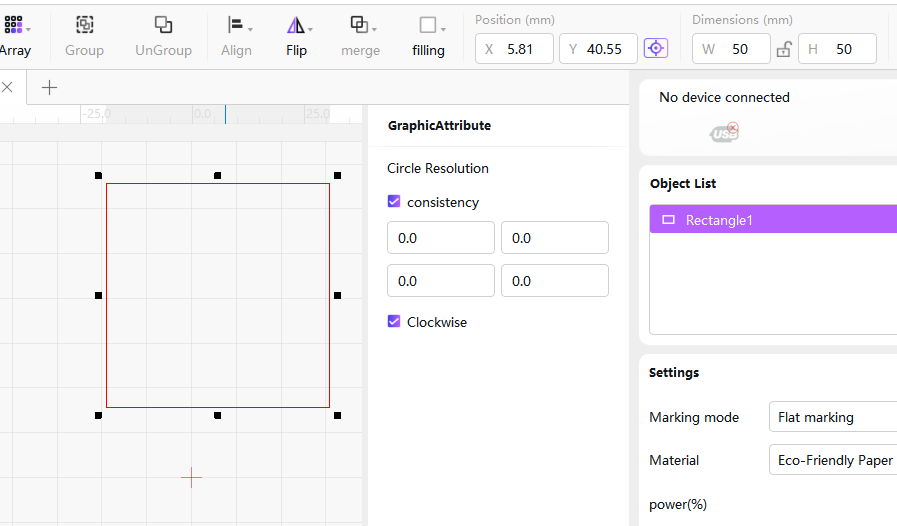
退出区域设置,回到画布。绘制一个50*50mm的矩形。
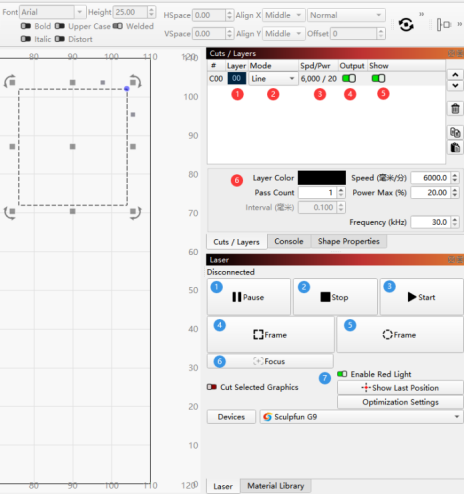
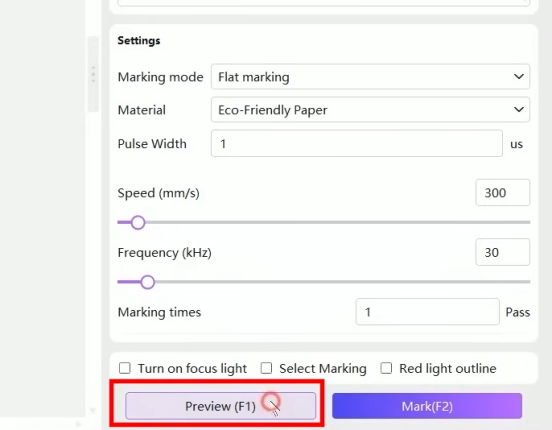
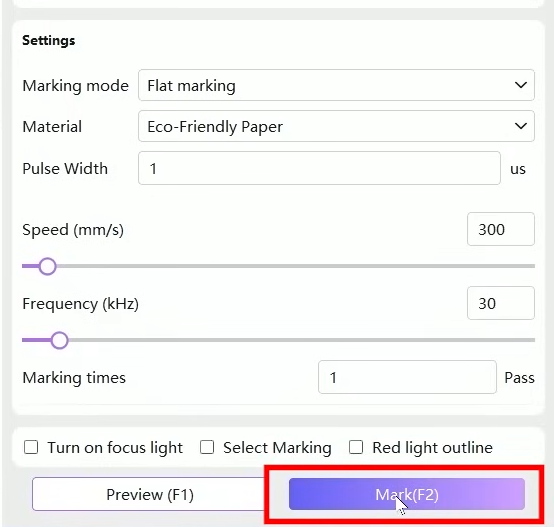
点击预览,将材料摆放至合适位置,点击开始,开始标刻。
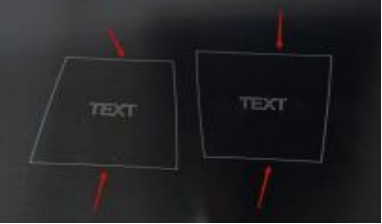
观察图形,量取矩形X\Y轴的长度并记录。
回到区域设置,点击比例设置。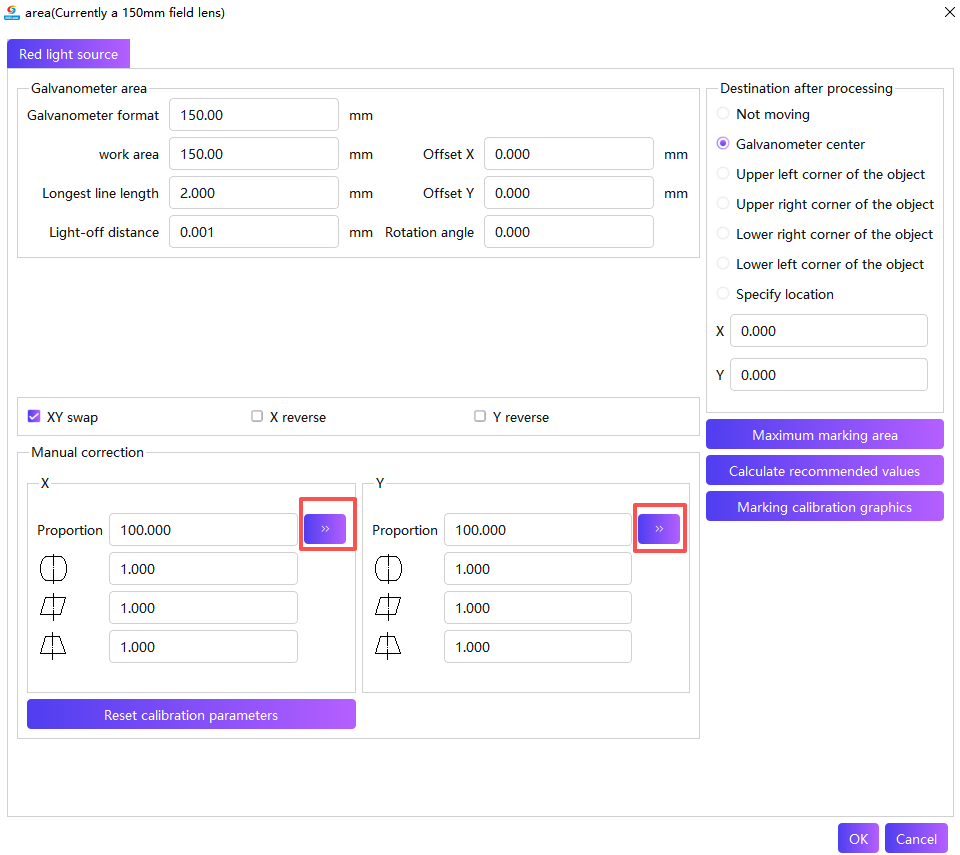
根据测量数值填写理论雕刻参数和实际雕刻参数。
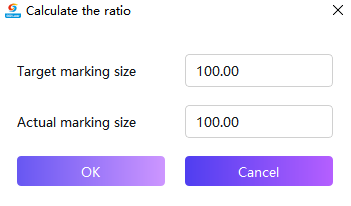
点击确认后会自动更新比例至区域设置内。可以多进行几次校正,以达到更准确的比例参数。校正完成。