这篇文章将详细讲述浮雕的参数,推荐观看讲解视频:(超链接)
打开SGD Laser,新建画布,点击3D浮雕,进入浮雕界面。
点击导入素材。素材可选择stl、obj以及一部分图片格式。
导入图片时,图片会自动转换成浮雕模型。导入图片可能会出现尺寸比例错误的问题,该功能还在完善中,建议导入模型进行浮雕。
构建3D模型时,需要设置相关参数。
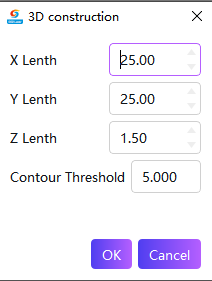
X长度:X轴长度,直接决定模型的X轴方向长度
Y长度:Y轴长度,直接决定模型的Y轴方向长度。
以上设置错误会导致模型比例失调
Z轴长度:模型的高度,体现为材料的雕刻深度。
轮廓阈值:图片转换成模型时,对线条边缘图块识别的阈值。数值越小,识别精度越高,但是不需要的细小瑕疵也会增加。
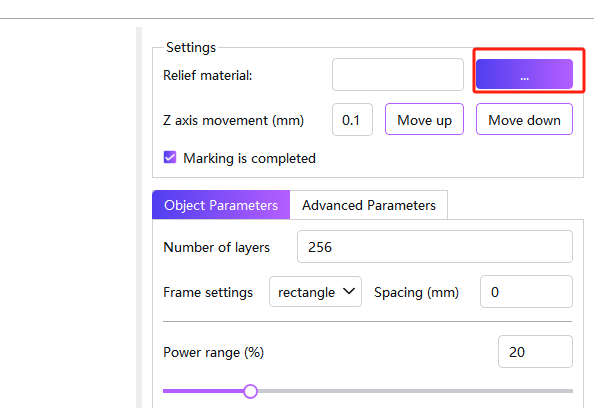
导入素材后,进行相关参数的设置。
浮雕素材:可以导入浮雕素材。可选择stl、obj和一些图片格式。图片导入后会自动转换成浮雕模型。
移动z轴:软件控制z轴的移动距离。优于机器侧面按键但劣于立柱上的z轴控制旋钮。
雕刻完成恢复轴位置:选择雕刻完毕后激光器是否回到雕刻开始时位置。
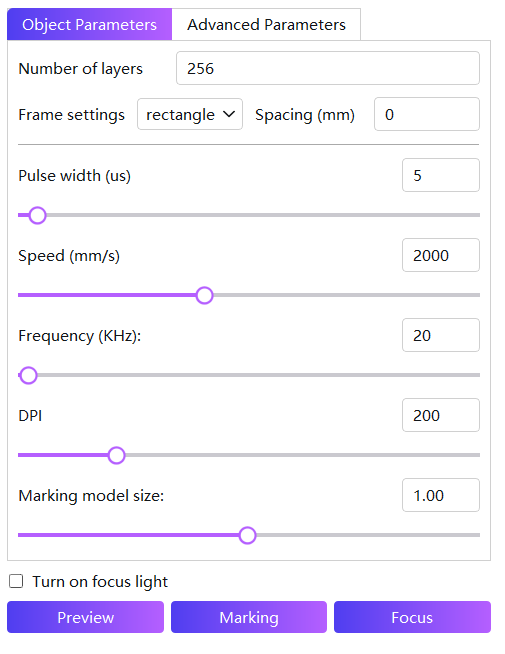
层数:默认为256层。层数越多,精度越高,但是雕刻时间也会越长。
外框设置:设置雕刻的形状。根据图案、材料等需求进行设置。
间距:外框与设定值(模型边缘)的距离。+为扩大,-为缩小。
Q脉宽(μs):单个激光脉冲的持续时间,脉宽影响激光峰值功率和能量输出,窄脉宽峰值功率高,适合精细雕刻微小结构;宽脉宽能量释放平缓,雕刻更深。
速度(mm/s):激光器雕刻时的移动速度,速度快则雕刻效率高,但是细节可能会粗糙;速度慢则利于精细雕刻,但是效率较低,需要注意平衡速度和效果。
频率(KHz):单位时间内激光脉冲的发射次数,高频时脉冲密集,雕刻线条连贯细腻;低频时单个脉冲能量高,适合加深痕迹,根据雕刻材料以及需求进行调整。
标刻模型大小:调整模型的标刻比例。可通过预览,在材料上观察标刻的范围。
预览:预览雕刻位置,此时预览红光将打在材料上,展示雕刻位置和大小。
标刻:点击之后开始工作。
对焦:机器使用手动对焦,此按键无效。
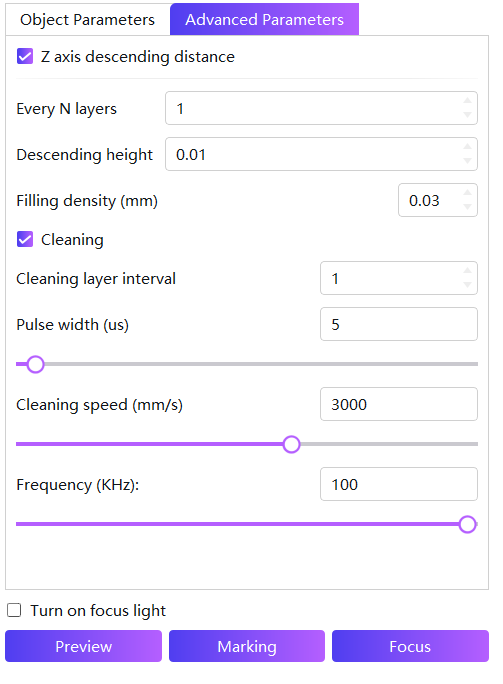
Z轴下降距离:未打开时,激光器将不会自动下降,仅在固定高度上进行工作。打开后激光器会根据参数进行下降,以保证激光焦距在正确的工作位置。
其中,每隔n层:雕刻完设定的层数后执行下降高度的操作。下降高度:执行下降高度操作时下降的距离。
填充密度:每层中填充的线间距,数值越小填充越密,但是雕刻时间越长。需要平衡时间和雕刻效果。
清洗:对雕刻材料进行清洗,以清除材料上的灰尘、瑕疵等。一般在雕刻层完成后立刻进行清洗,然后雕刻下一层。
清洗层间隔:雕刻完设定的层数后执行清洗操作。
Q脉宽:单个激光脉冲的持续时间,脉宽影响激光峰值功率和能量输出,窄脉宽峰值功率高,适合精细雕刻微小结构;宽脉宽能量释放平缓,雕刻更深。清洗时一般使用宽脉宽。
清洗速度:激光器雕刻时的移动速度,速度快则雕刻效率高,但是细节可能会粗糙;速度慢则利于精细雕刻,但是效率较低。根据需要进行调整。
频率:单位时间内激光脉冲的发射次数,高频时脉冲密集,雕刻线条连贯细腻;低频时单个脉冲能量高,适合加深痕迹。一般使用高频进行细腻修整。
发表回复