安全须知
激光雕刻机在雕刻或切割材料时使用高密度激光束照射材料,使材料表面产生高温,目的是在不燃烧的情况下使材料气化。但大多数材料本质上是易燃的,可能被点燃并形成明火,明火可能烧毁机器及其周围环境。
请遵循以下操作原则
1.请勿将本产品放置在易燃易爆物品、挥发性溶剂或高热源附近,请将本产品放置在通风、阴凉、少尘的环境内。
2.请勿在使用过程中使用其他产品电源线代替,请使用本产品附带的电源线。
3.注意一一使用本文件未指定的控制、调整或程序,可能导致有害辐射暴露。
4.无论是否使用空气辅助,请务必接上激光模组上的硅胶管,否则将有镜片脏污风险。
5.激光工作环境温度在5℃-35℃,避免在潮湿环境下使用本产品,切勿在雷雨天气使用。
6.如长时间不使用,请关闭机器,并断开电源线。
7.设备通电时,请勿拆卸机身的任何零件,以免误触电源,请勿用手或其他工具触碰电子相关区域。
8. 本产品运行时,请勿触碰正在运动的机械机构及激光模组。
9. 务必在加工材料下方放置激光无法穿透的平面物体,如铝合金。
10. 激光雕刻过程中,请务必佩戴护目镜,避免直视激光光斑带来的视力损伤。
11. 激光雕刻、切割过程中可能会产生少许烟雾或气味,建议在通风良好的环境下操作。
12. 严禁 10 岁以下的儿童在没有成人监督的情况下使用本产品,以免造成人身伤害。
13. 准备好灭火器备用,并定期维护和检查灭火器。
14. 机器工作过程中,严禁无人看管。
15. 使用者应遵守设备所在地 (使用地) 相应国家、地区的法律法规,恪守职业道德,注意安全义务,严禁将我司的产品或设备使用在任何非法用途上。如有违反,相关法律责任我司概不负责。
16. 未满 18 岁的未成年人需由成人陪同使用激光雕刻机。
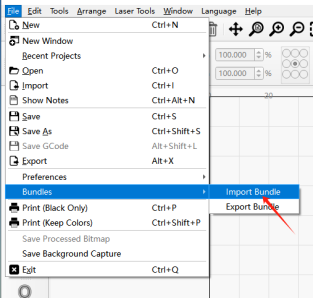
软件
PC
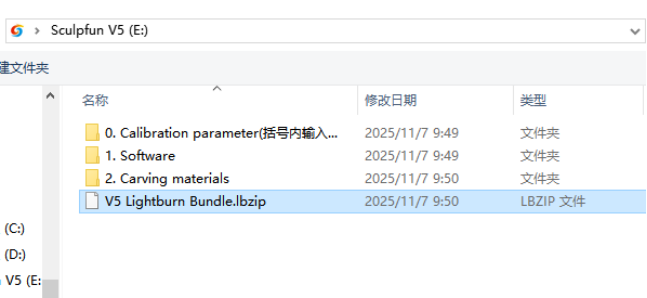
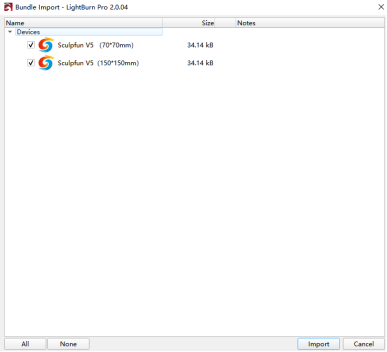
E1支持LightBurn以及Sculpfun Space软件。
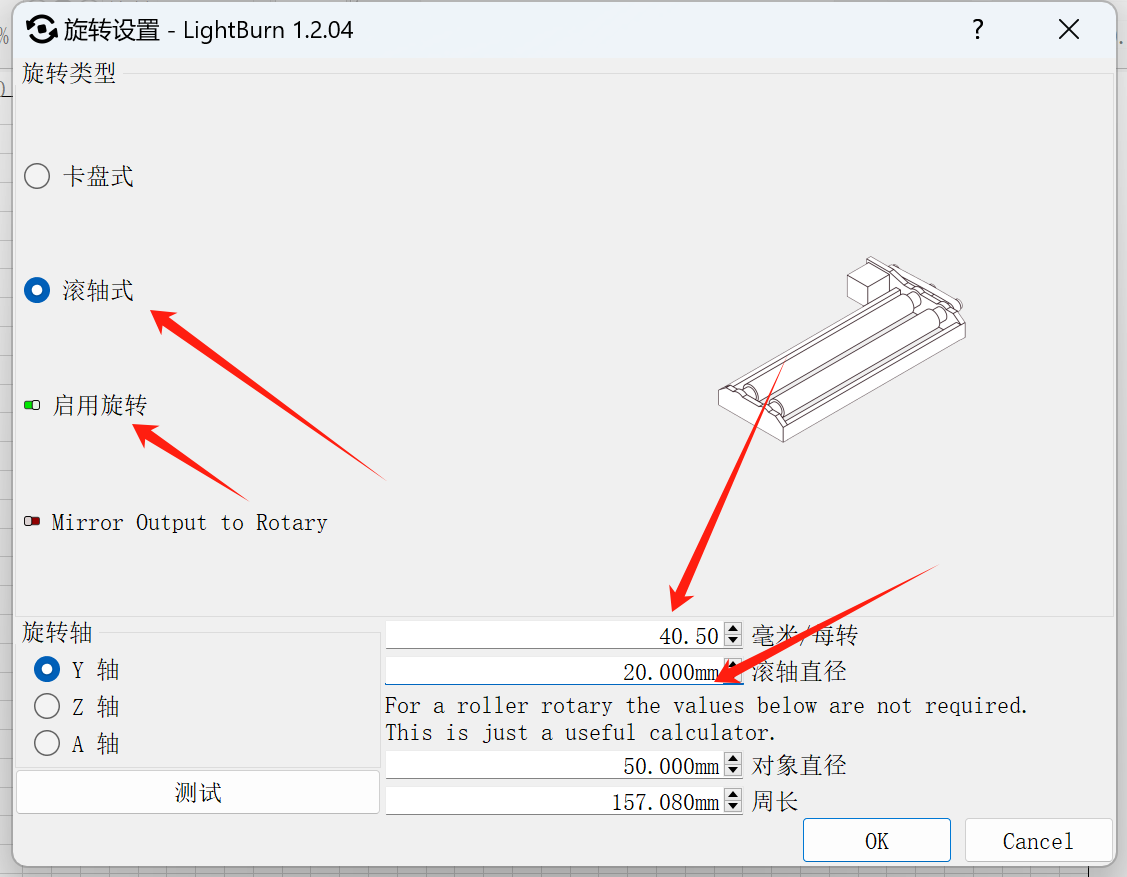
LightBurn教程:见Lightburn官方文档
Sculpfun Space教程:见Sculpfun Space使用教程
Mobile
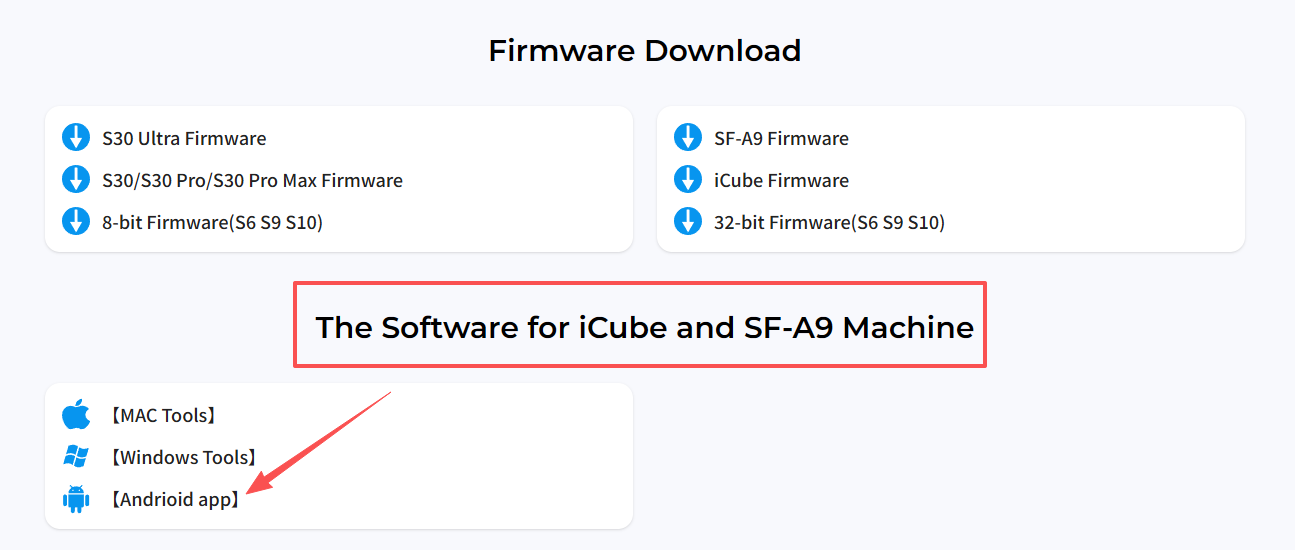
E1支持Sculpfun 官方移动应用 Sculpfun APP。
点击这里下载官方移动应用,您也可以访问谷歌商店或苹果商店下载。
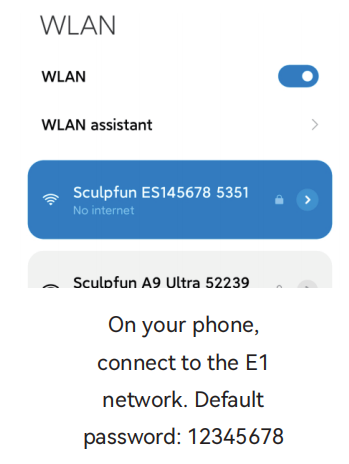
打开机器。手机打开Wifi设置,连接E1机器的热点。密码为12345678。
注意:该热点无法连接互联网。
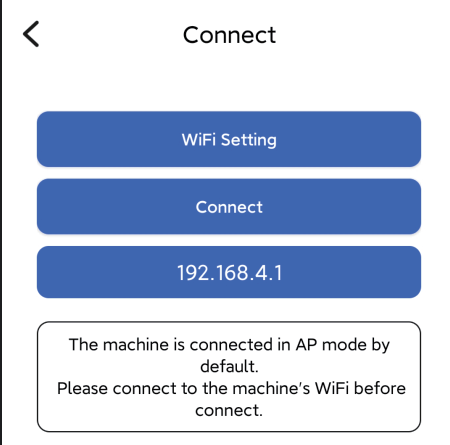
进入软件,点击“连接”。

输入IP地址192.168.4.1并点击连接,完成连接。
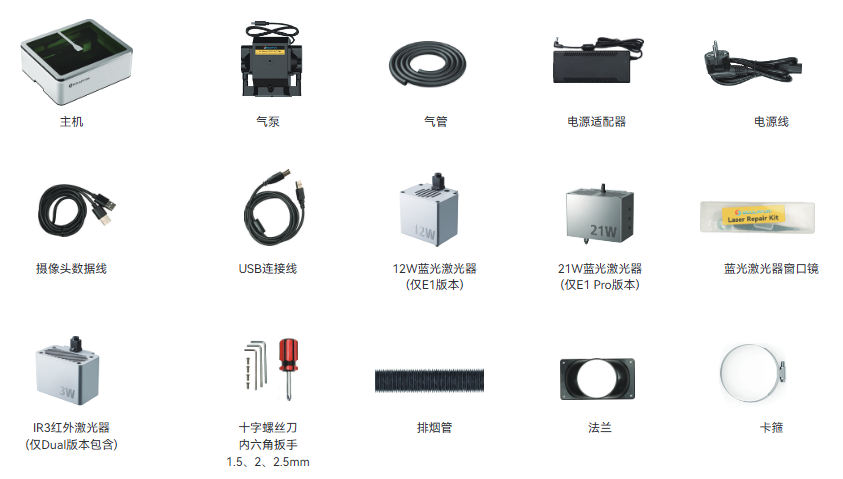
配件
激光器
激光器已经预装在机器上,通过螺丝将激光器通信线与激光器连接。
如果您购买的是Dual版本,或者额外购买了IR3激光器,可以进行激光器更换。
激光器更换
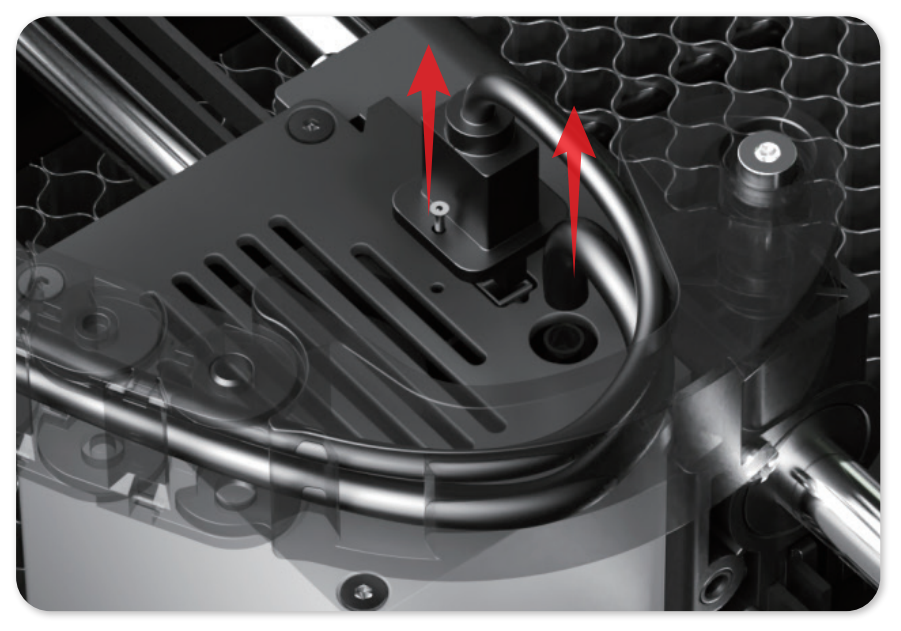
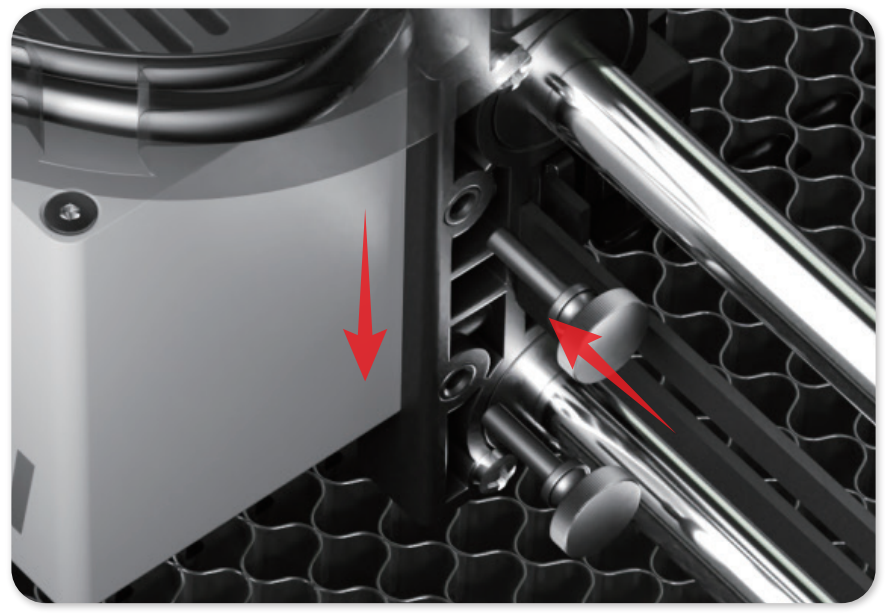
拧下激光器通信线的螺丝,将线材和气泵气管拔下。
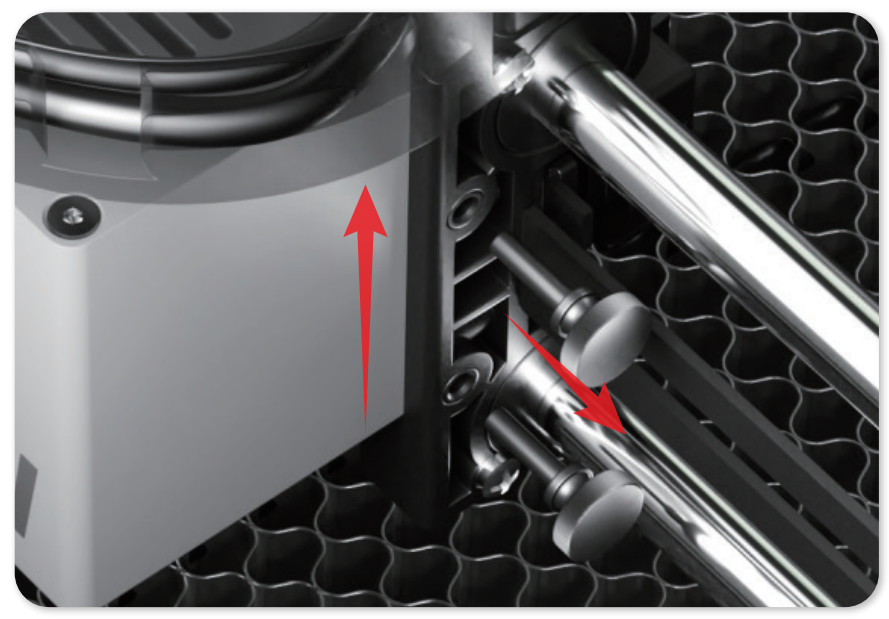
拧下侧面的固定螺丝,即可将激光器向上取出,完成激光器拆卸。
将要更换的激光器插入固定槽内,移动到合适的位置后,拧紧固定螺丝,完成激光器固定。
将气泵气管及激光器通信线插入新激光器,拧紧通信线螺丝

更换完成。
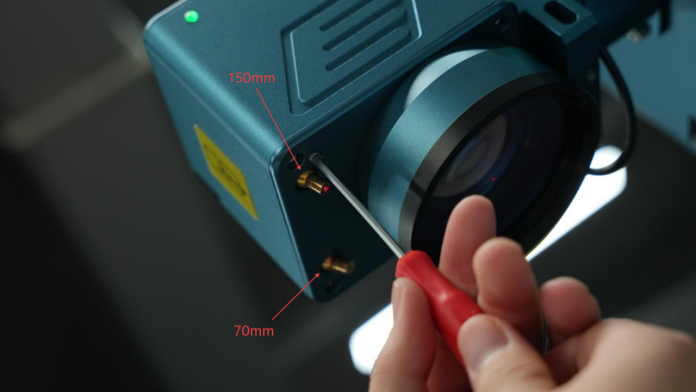
激光器对焦
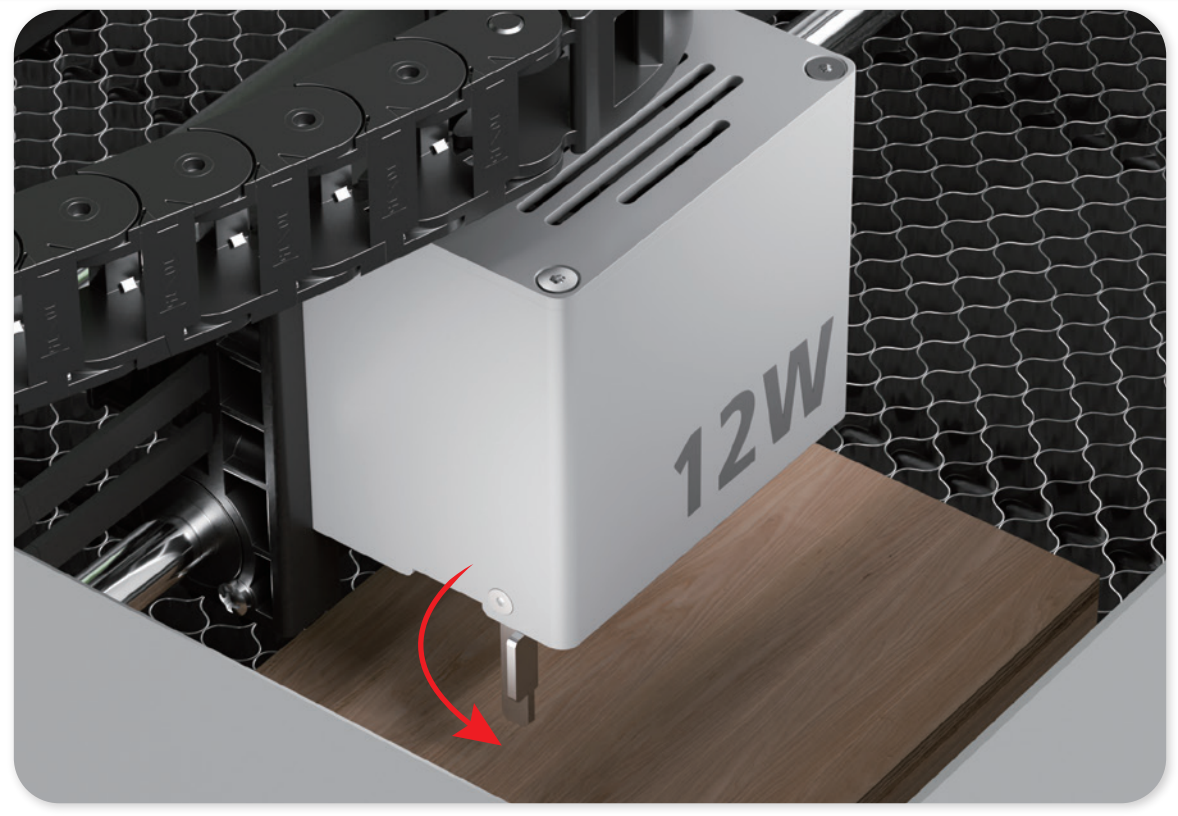
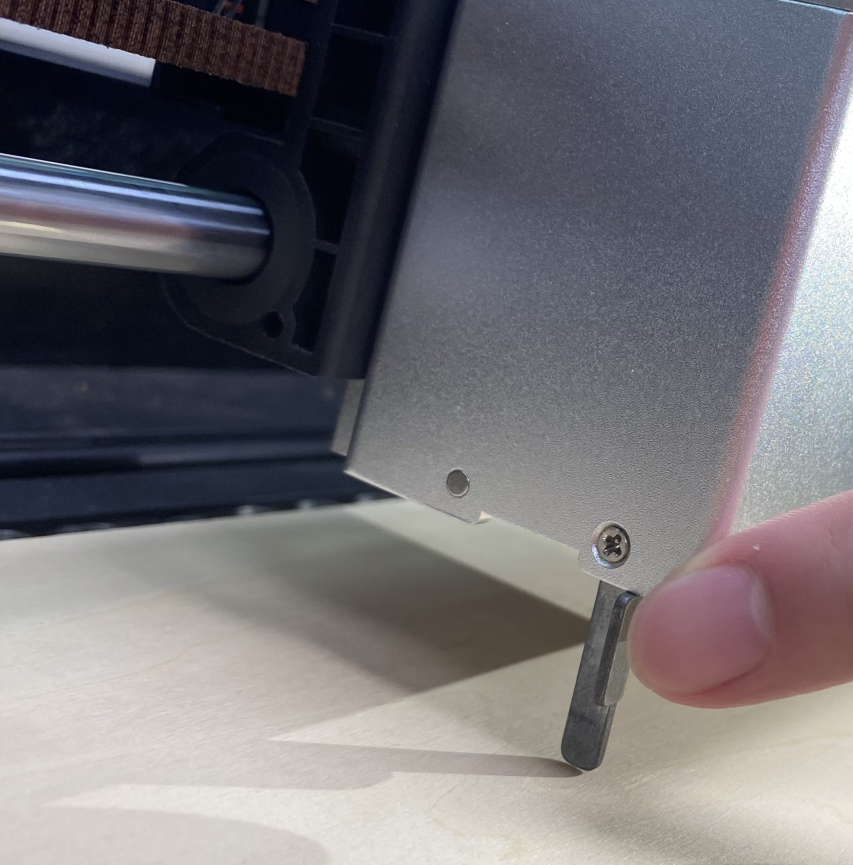
E1的激光器使用手动对焦。对焦杆位于激光器侧面。
将材料放入机器内,放下对焦杆。
握住激光器,拧松右侧螺丝。移动激光器,使对焦杆抵住材料,拧紧螺丝。

收回对焦杆,对焦完成。

气泵
E1箱体式激光器随机器附赠气泵组件。
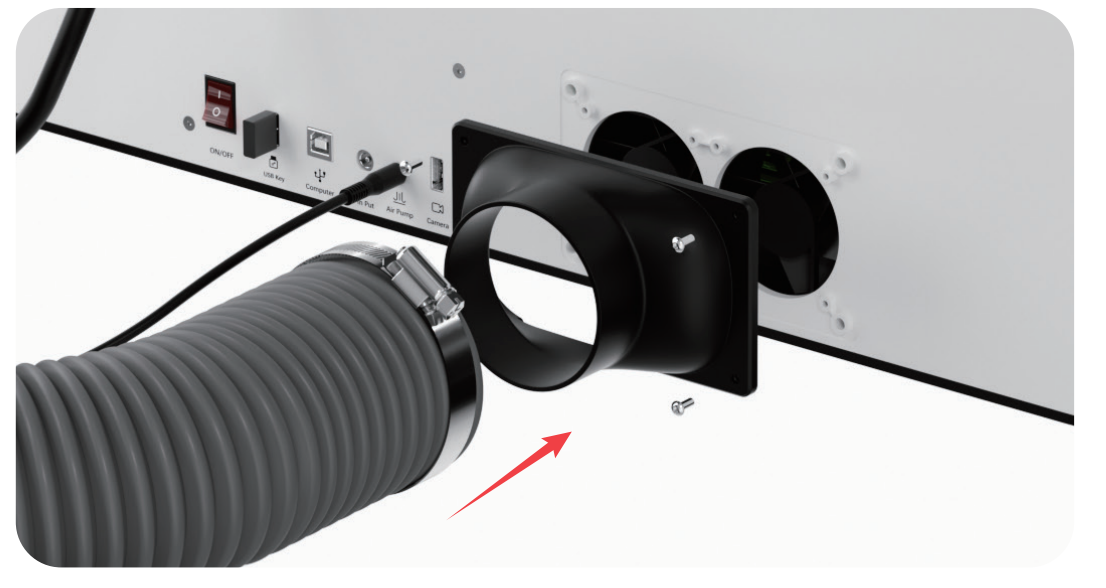
将气泵摆放至合适位置,取出气管,一端接入气泵,另一端接入机器的气泵接口。
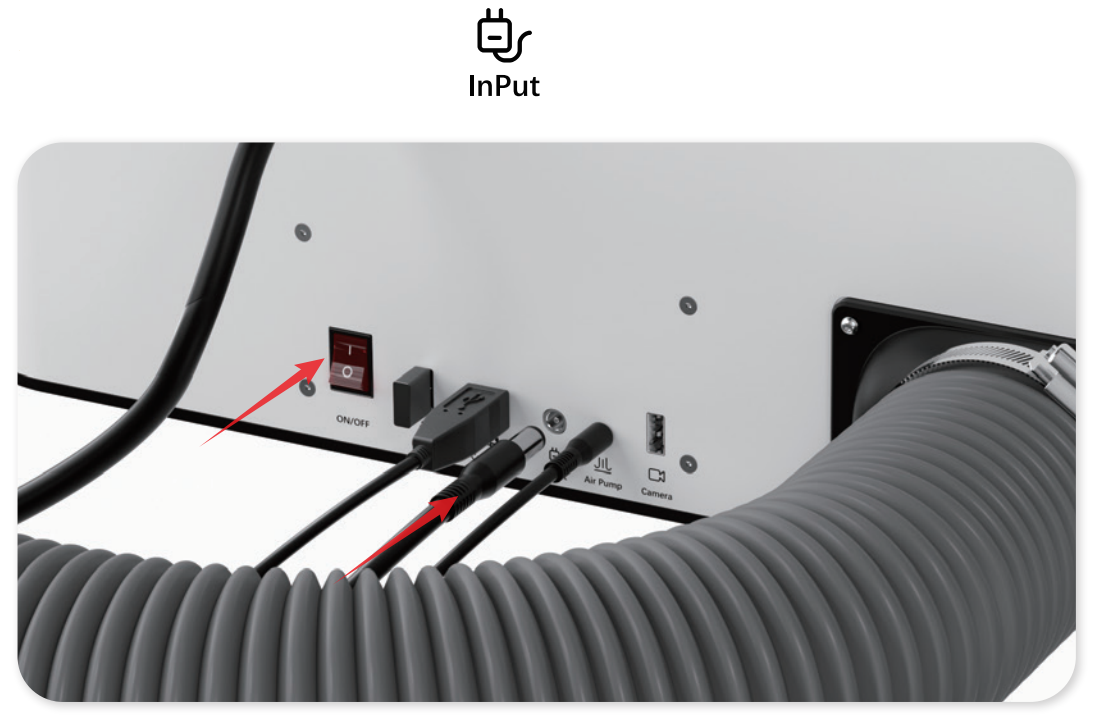
将气泵电源线接入机器的气泵供电接口。

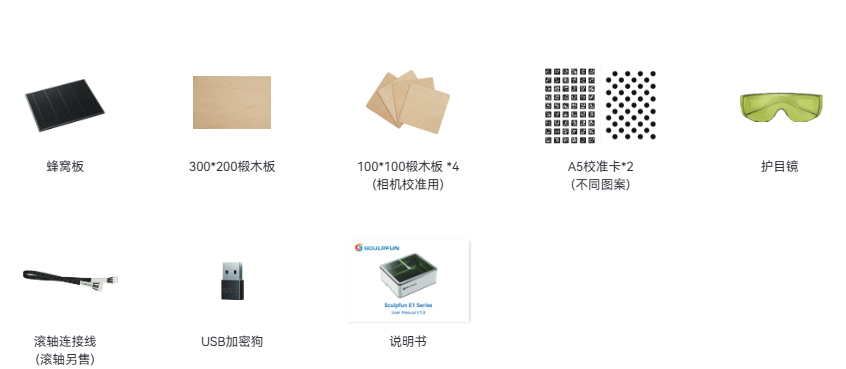
蜂窝板
E1箱体式激光器随机器附赠蜂窝板,有效防止切割时熏黑材料。使用蜂窝板时,材料可放置高度将从42mm降为30mm。
摄像头
E1箱体式激光器随机器附赠摄像头,已经安装在机器上。
首次使用时,需要进行校正。
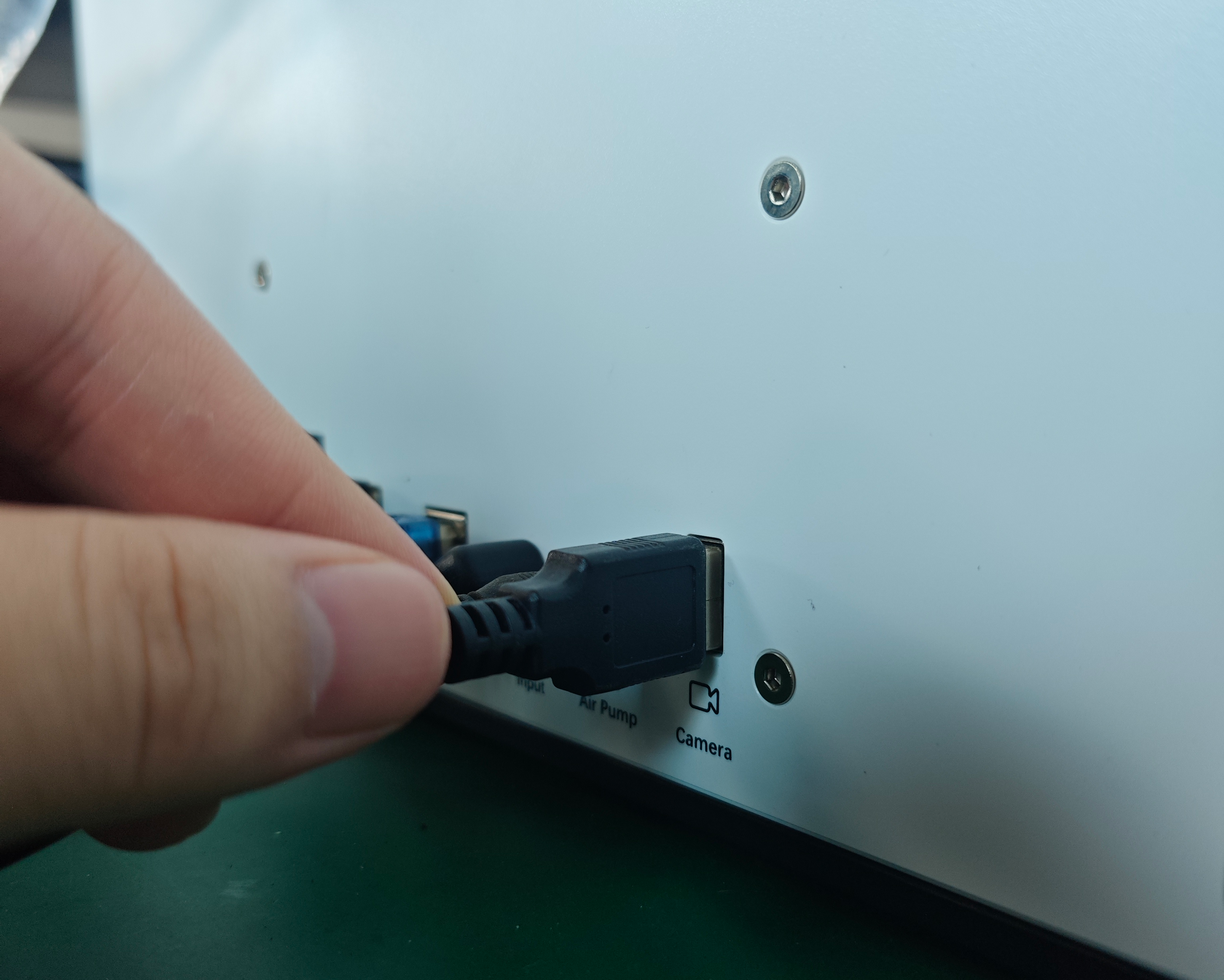
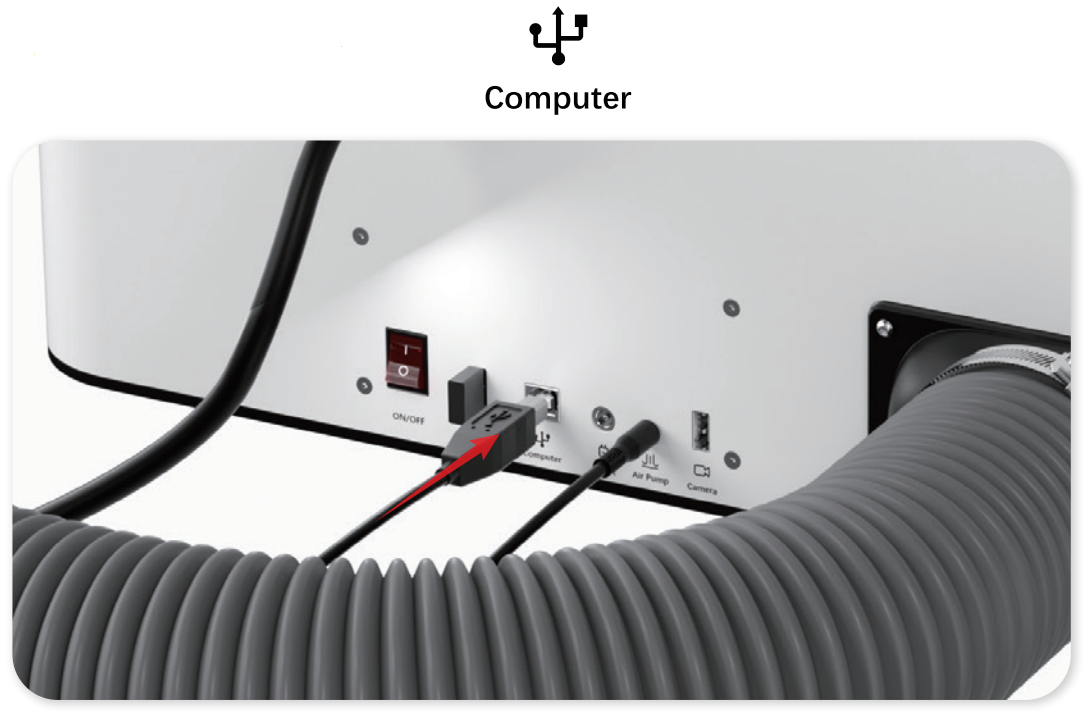
从线材包内拿出USB-A to A数据线,连接电脑以及机器的摄像头通信接口。
使用不同软件时,需要分别校正。
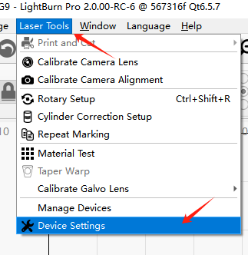
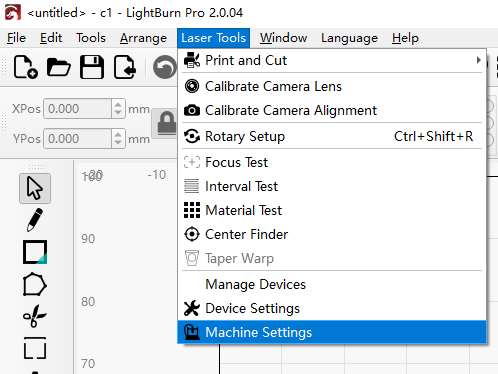
LightBurn请参照LightBurn校准相机镜头和LightBurn校准相机对准。
Sculpfun Space请参照Sculpfun Space摄像头校正教程。
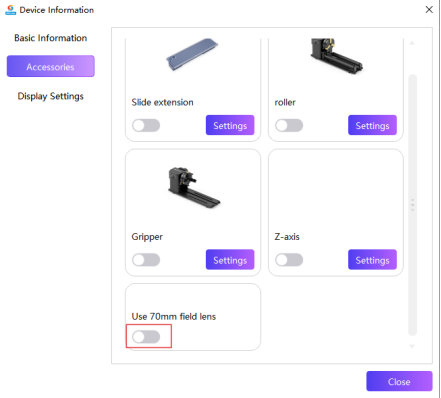
注意
机器内已附赠校准纸,推荐采用AprilTags校准模式。
校准镜头选择标准镜头。
机器内灯光可能导致摄像头过曝,从而看不清校准纸或者校正图案。可在控制台输入$light/duty=(0-1000,对应0%-100%)控制灯光亮度。
使用不同激光器时,由于激光器出光口位置不同,需要调整摄像头捕获位置或重新进行校准。
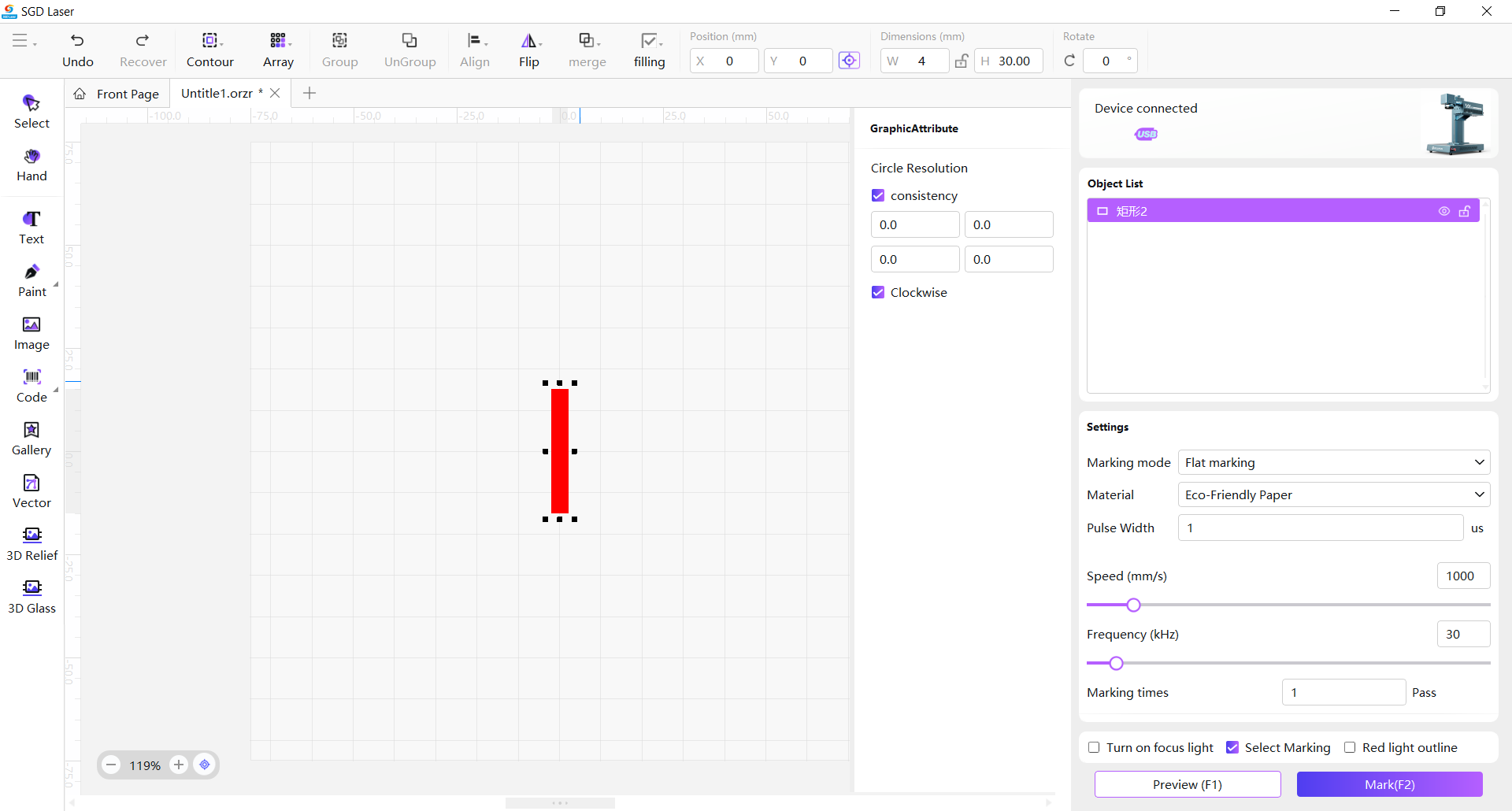
使用
机器开启后,将材料放入机器中。

进行对焦。
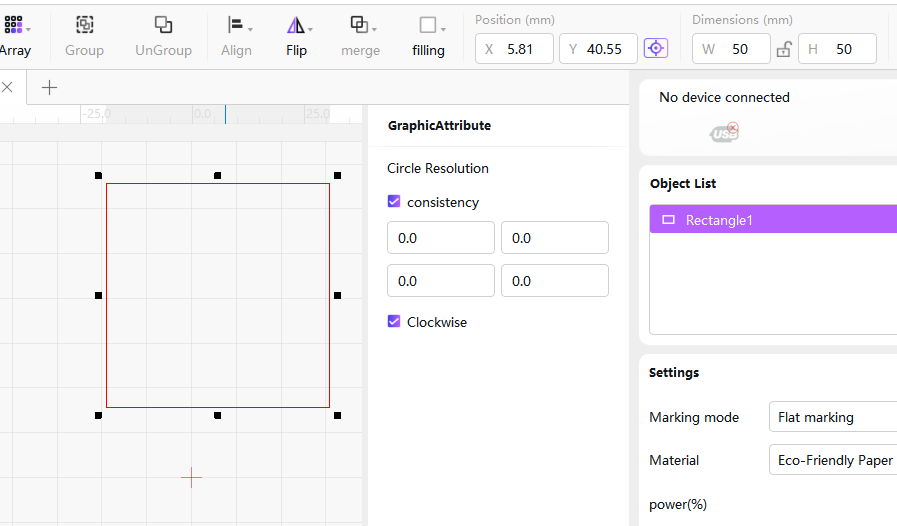
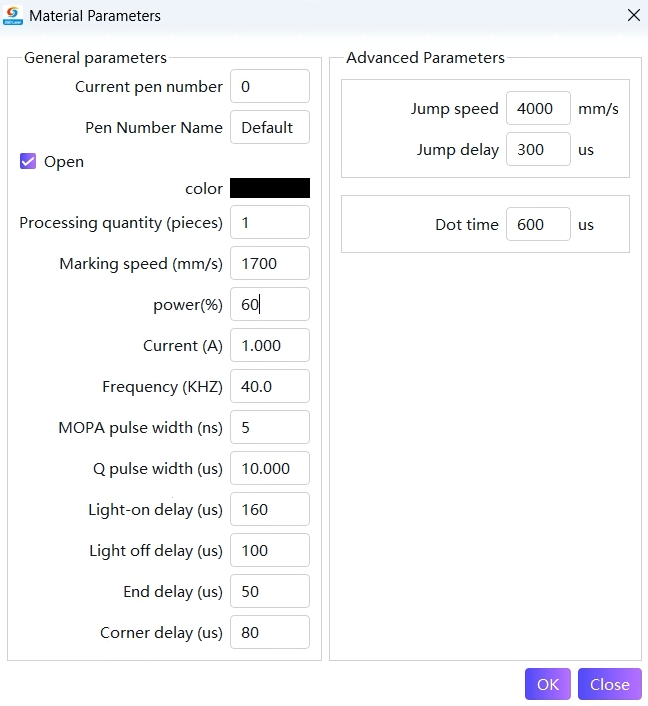
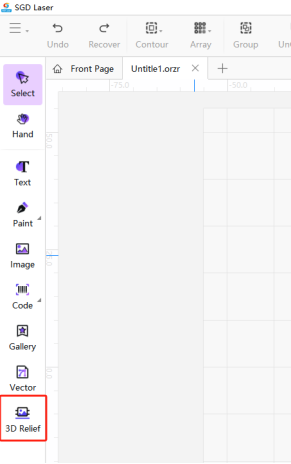
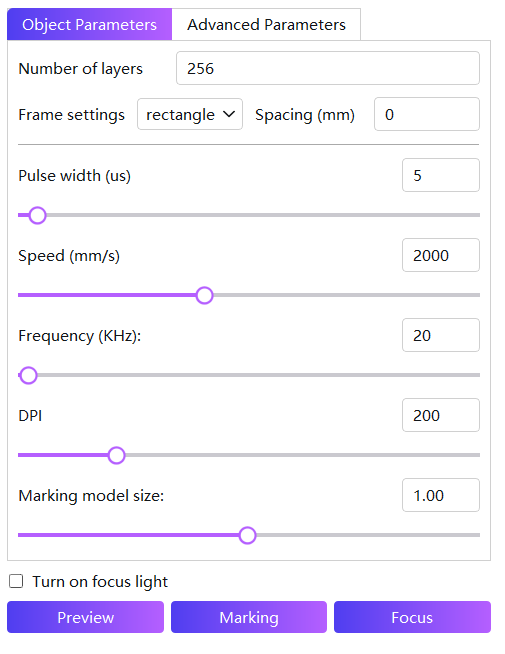
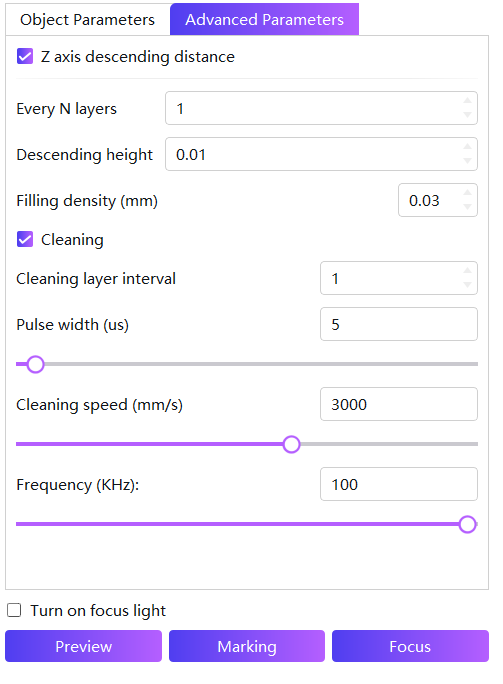
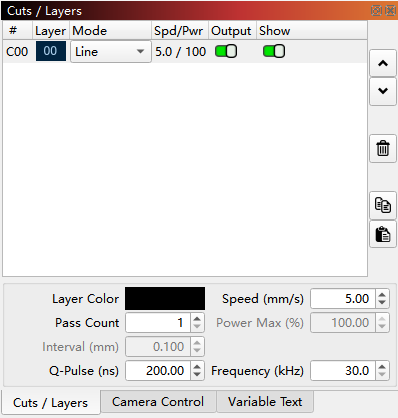
在软件上绘制图形,设定好相关参数。可通过测试确认所需要的参数。
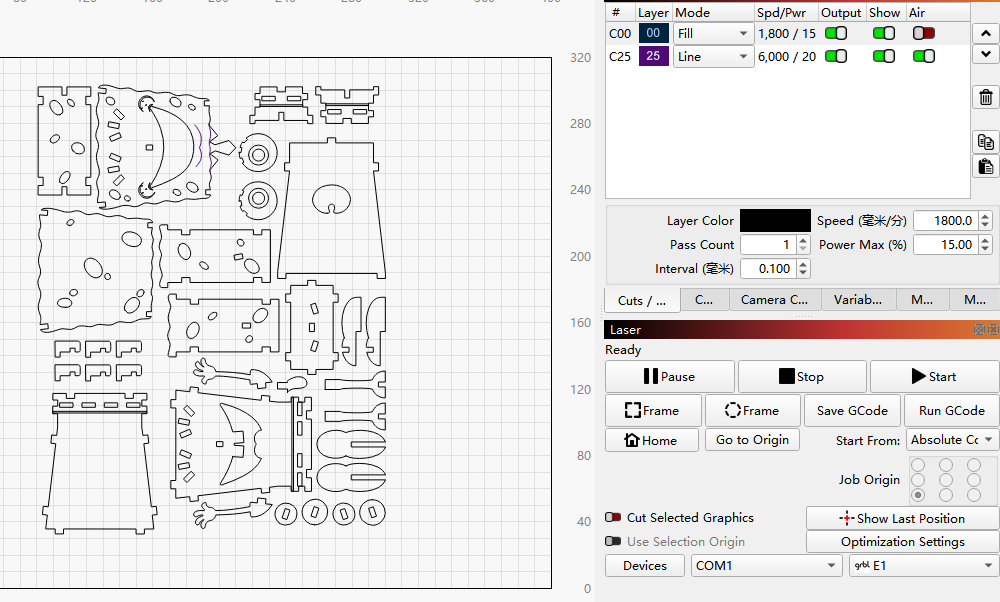
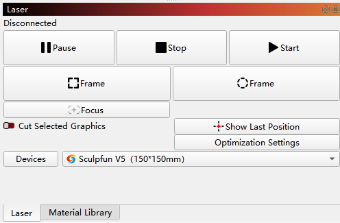
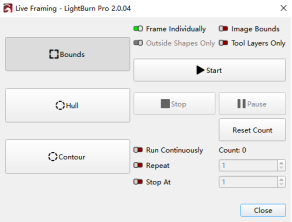
通过摄像头或者移动激光器进行预览,确认加工位置。
点击开始加工,进行标刻。

完成。
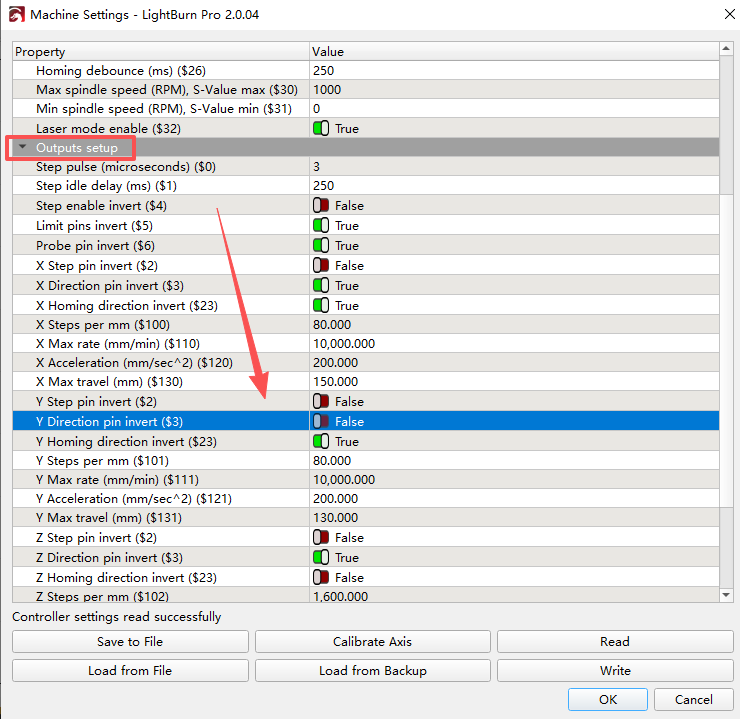








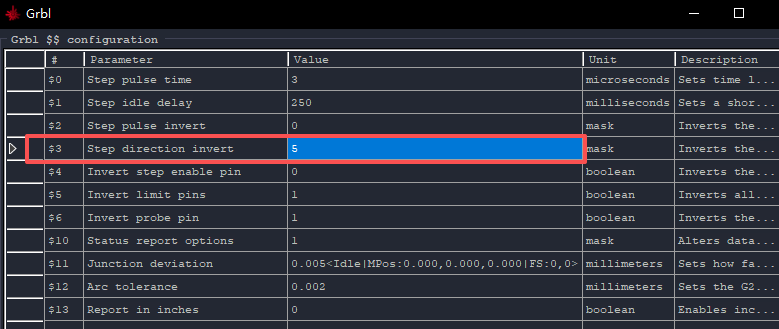
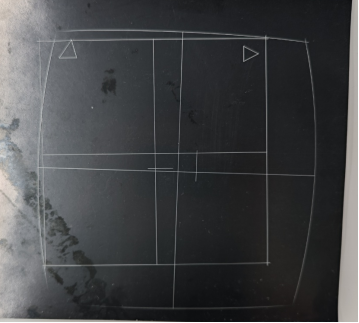
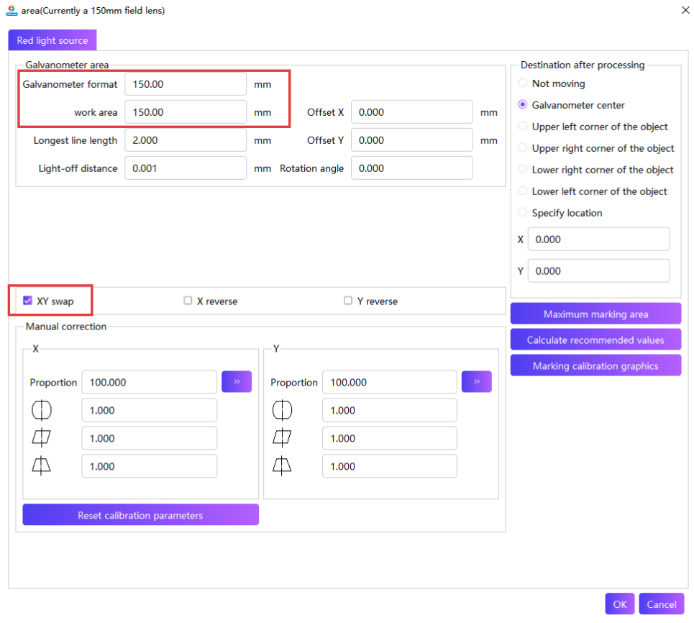
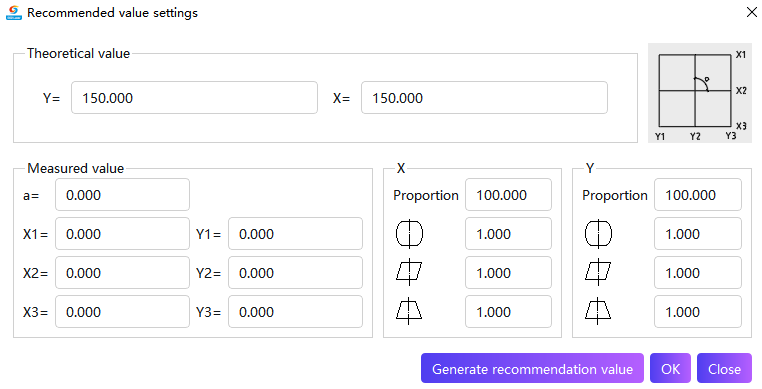

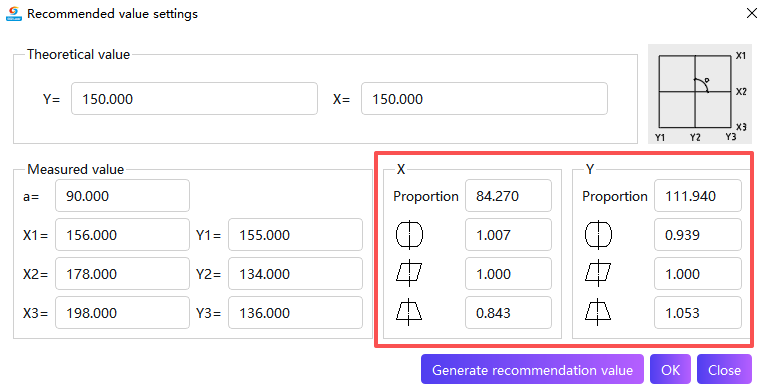
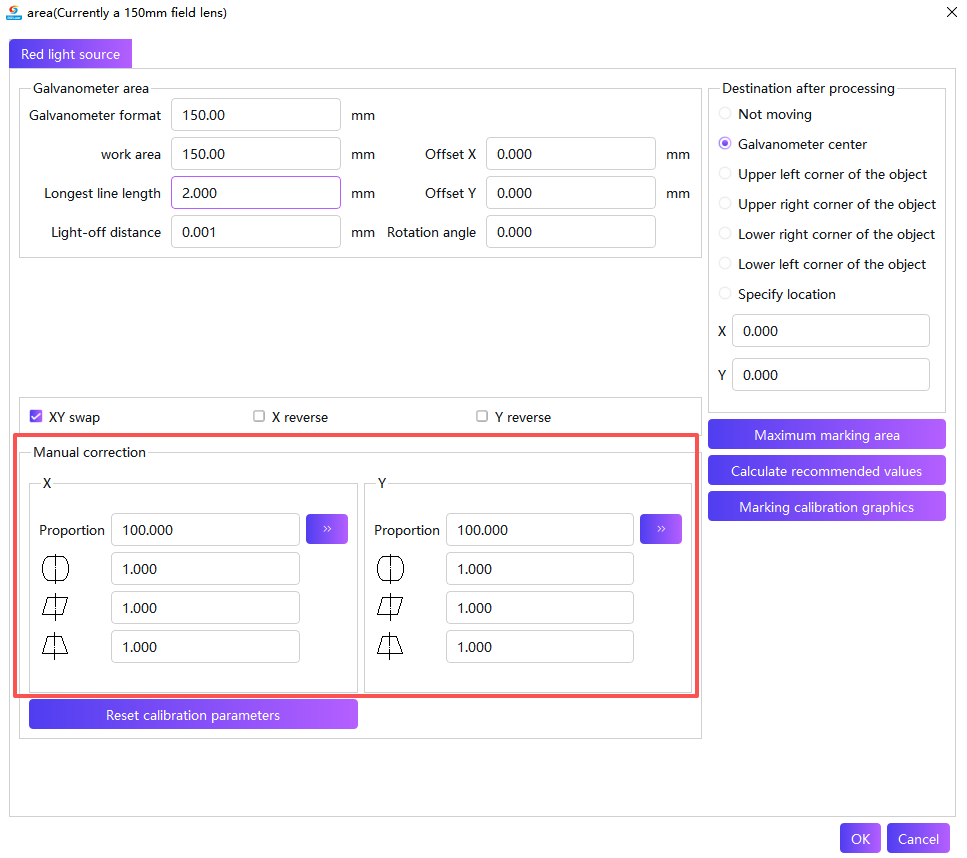

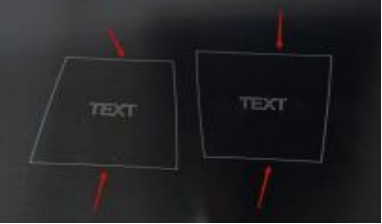
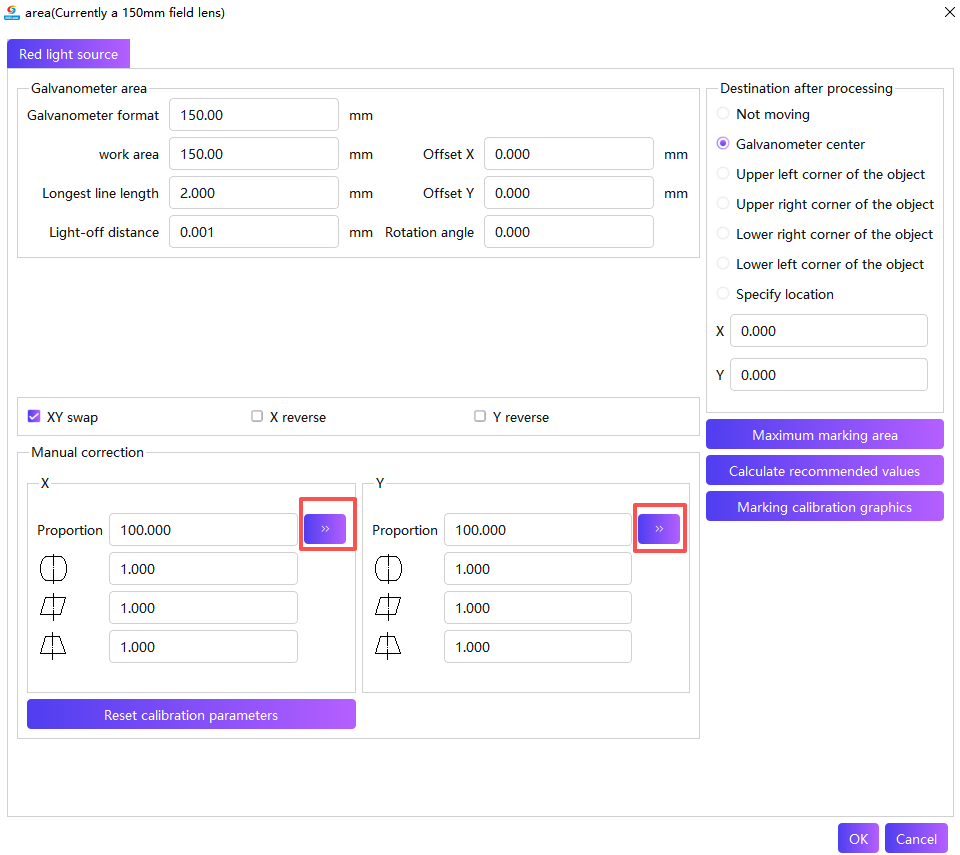
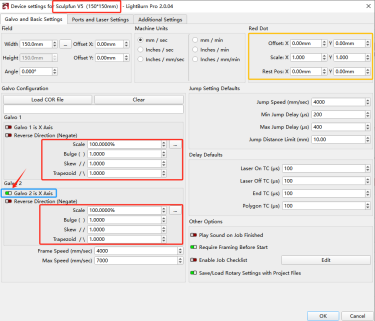
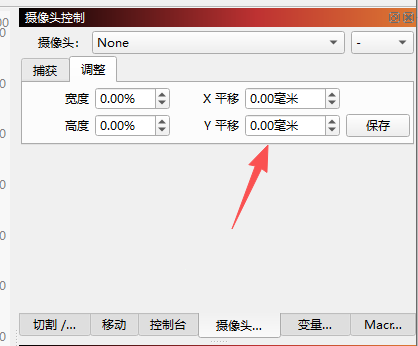
 :调整线条的平行度。对于X轴,数值越大,线条越往右斜(0.8-1.2),数值越小,线条越往左斜。对于Y轴,数值越大,线条越往右上斜,数值越小,线条越往左上斜。
:调整线条的平行度。对于X轴,数值越大,线条越往右斜(0.8-1.2),数值越小,线条越往左斜。对于Y轴,数值越大,线条越往右上斜,数值越小,线条越往左上斜。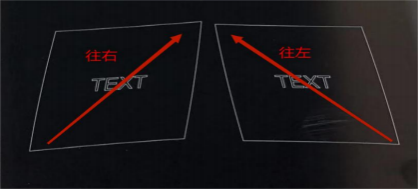
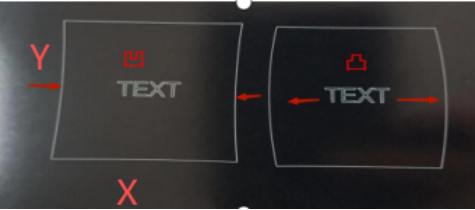
 :调整图形的梯度。数值越大,上底边(X)或左腰(Y)的边越长,下底边(X)或右腰(Y)的边越短(0.8-1.2);数值越小,上底边(X)或左腰(Y)的边越短,下底边(X)或右腰(Y)的边越长。将线条调整至上下\左右长度一致,即为调整完成。
:调整图形的梯度。数值越大,上底边(X)或左腰(Y)的边越长,下底边(X)或右腰(Y)的边越短(0.8-1.2);数值越小,上底边(X)或左腰(Y)的边越短,下底边(X)或右腰(Y)的边越长。将线条调整至上下\左右长度一致,即为调整完成。